
Azienda cinese di stampa 3D e fusione sotto vuoto
Avete un'idea di prodotto brillante, ma siete a corto di denaro o di attrezzature per la stampa 3D e la fusione sottovuoto?
Non preoccupatevi, siamo qui per voi. Topworks offre servizi di stampa 3D e di colata sottovuoto di prima qualità a livello globale.
Siamo la vostra azienda cinese di riferimento, specializzata in progetti di stampa 3D e fusione sotto vuoto su piccola scala. I nostri punti di forza sono i tempi di consegna rapidi, le tolleranze precise e le tariffe convenienti.
Offriamo una vasta gamma di proposte: prototipi veloci, stampe 3D, colate sotto vuoto e persino la creazione di stampi. Che abbiate bisogno di componenti a base di ABS, PA, PC/ABS, PP o PEI (o altro!), li abbiamo tutti. Inoltre, offriamo colori e finiture su misura per soddisfare tutte le vostre esigenze.
Lavoriamo con clienti di tutto il mondo: Europa, America, Asia o Australia. Ci impegniamo a realizzare rapidamente prodotti di altissimo livello a prezzi economici, in modo che possiate tornare subito al lavoro. Siamo un gruppo di ingegneri, designer e appassionati di business che sono entusiasti di ciò che ci aspetta. E fidatevi di noi, amico, sarà grande!

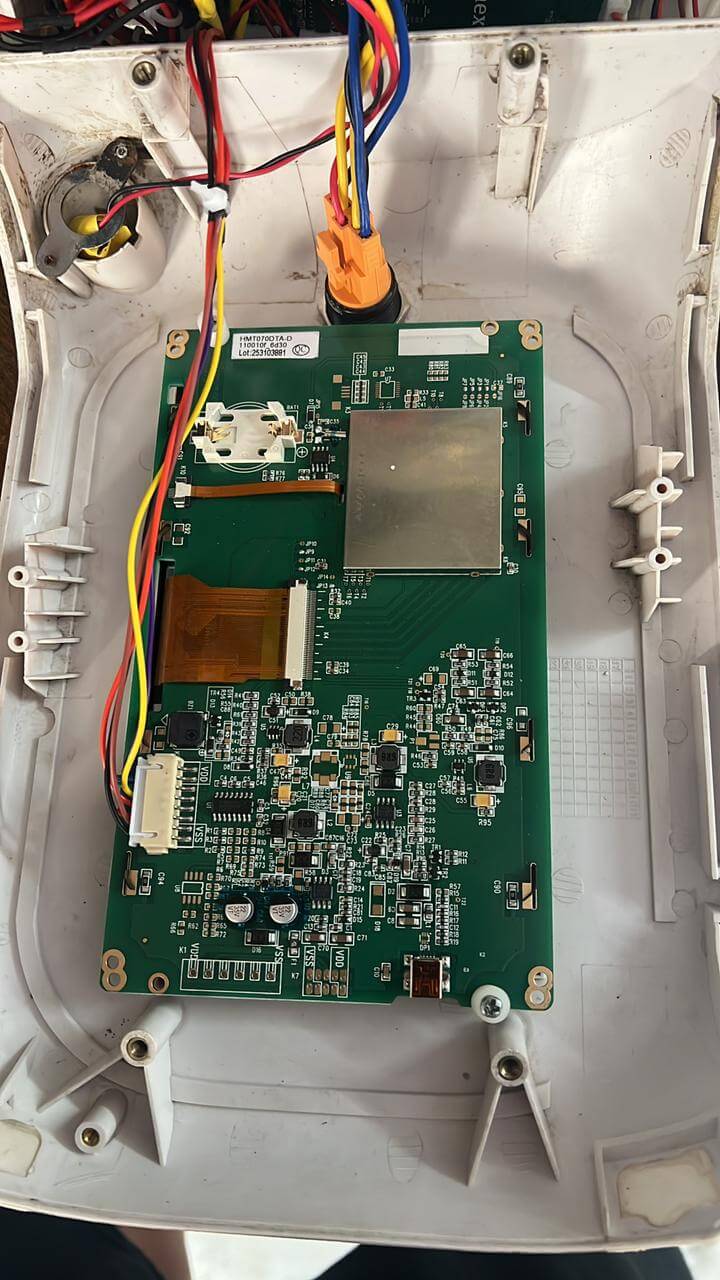

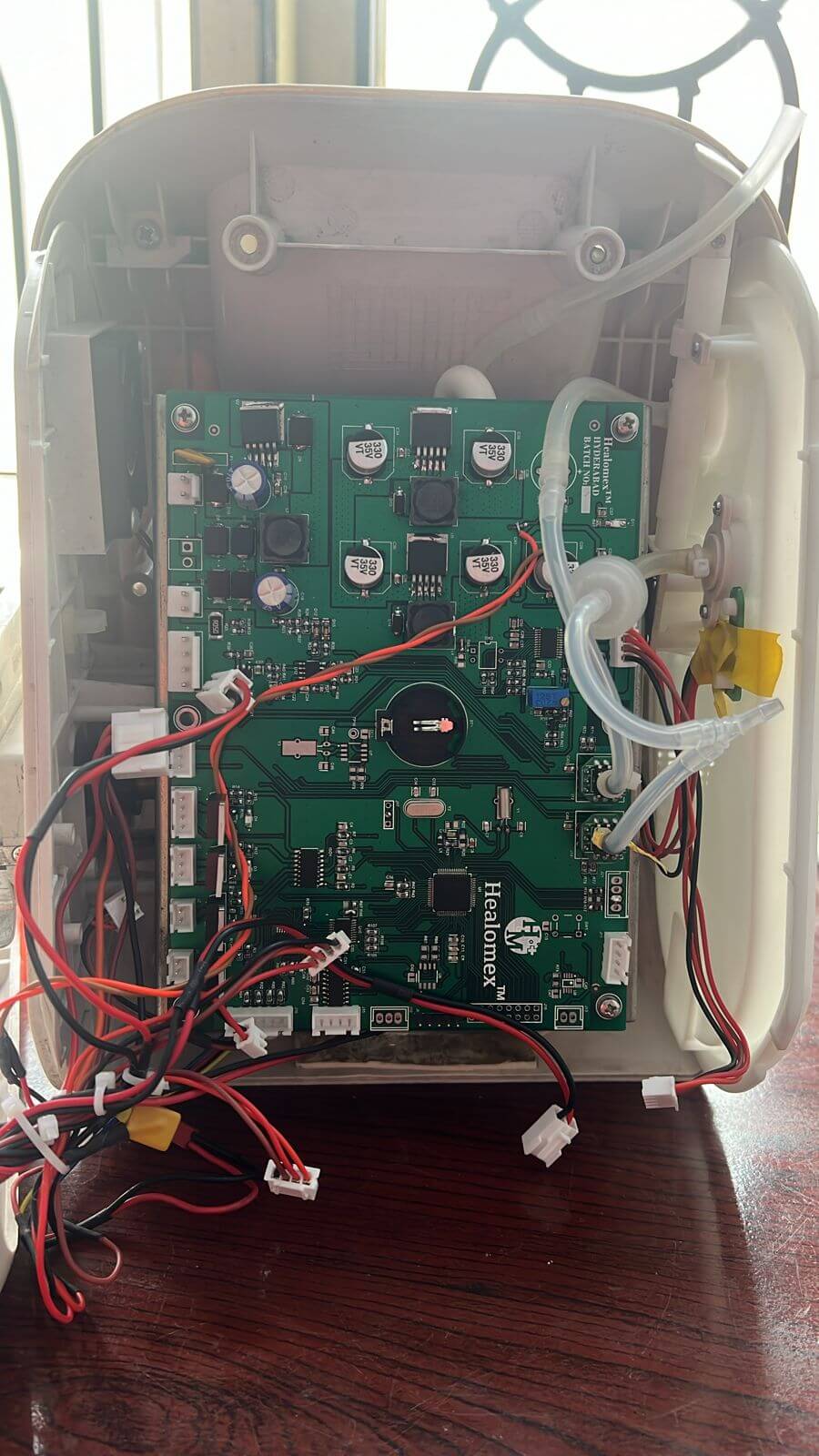





modello finito di colata sotto vuoto
assemblaggio finale
colata sotto vuoto finita
I vantaggi della colata sottovuoto in Cina e il suo impatto sul processo
Non è come gli altri processi di stampaggio primario di cui avete sentito parlare. In realtà, la colata sottovuoto è il terzo modo più economico per produrre progetti complessi. È un'alternativa a cui molte aziende si rivolgono, soprattutto in questi tempi di crisi economica. Se state cercando di fondere plastiche più sottili o persino metalli, o se il vostro budget sta diventando un po' ristretto e volete risparmiare qualche soldo, la colata sottovuoto potrebbe fare al caso vostro.
Produzione a basso volume
Può essere utilizzato quando sono necessari bassi volumi o tolleranze elevate, mentre in altri modi richiede costi elevati. Oltre ai prototipi e ai prodotti personalizzati, viene comunemente utilizzata quando non sono necessarie grandi quantità di pezzi. È quindi ideale per realizzare prototipi e gioielli in piccoli lotti per testare il mercato prima di iniziare la produzione di massa.
Produzione e consegna rapida
Nonostante il fatto che la colata sottovuoto offra una produzione e una consegna rapida dei prodotti, le industrie di tutto il mondo la preferiscono. Si ottiene il prodotto in tempo per i clienti che ne hanno bisogno con urgenza e, poiché non è necessario creare gli stampi, si risparmia anche il tempo necessario per l'arrivo sul mercato di un nuovo prodotto.
A differenza di altri tipi di processi di fusione di metalli, la colata sotto vuoto produce pezzi molto più velocemente. Il tempo necessario per ogni colata varia in base alla complessità, ma di solito va da pochi giorni a una settimana.
Un'alternativa più economica allo stampaggio a iniezione
Questo materiale non ha requisiti particolari rispetto all'acciaio o all'alluminio, che devono essere lavorati e quindi i tempi sono più lunghi.
Viene utilizzato per creare prototipi, stampi e stampi per colate in epossidico, gesso e calcestruzzo perché il silicone è meno costoso di altri materiali. Riduce il costo complessivo della produzione, normalmente 30% .
Il programma può essere utilizzato anche per creare facilmente prototipi grandi e complessi.
Non c'è bisogno di utensili di qualità per la produzione
Rispetto ad altri metodi di colata, la colata sottovuoto non richiede l'uso di utensili, il che significa che è un'ottima opzione per le aziende che non desiderano investire in stampi e utensili costosi.
Gli stampi per colata sottovuoto sono più semplici degli stampi per iniezione di plastica in acciaio o degli stampi per pressofusione e, di conseguenza, sono più adatti alla prototipazione perché possono essere realizzati in modo rapido ed economico.
Migliore qualità del prodotto
Con la colata sotto vuoto, la qualità del prodotto è migliore grazie alla minore porosità, alla migliore finitura superficiale e alla maggiore precisione dimensionale. Inoltre, il ritiro e la deformazione sono ridotti al minimo durante l'indurimento.
Questo rende la colata sottovuoto ideale per i settori che richiedono componenti di alta qualità, come i dispositivi medici e l'aerospaziale. Il processo di colata sotto vuoto produce pezzi con meno difetti e linee di separazione più pulite rispetto ad altri tipi di processi di colata.
Processo di fusione sotto vuoto:
Per controllare la qualità e la velocità di formazione del prodotto e ridurre i costi di manodopera, i produttori ricorrono al processo di colata sottovuoto utilizzando stampi o matrici.
Primo passo: stabilire il modello di riferimento
Il primo compito nello sviluppo dei componenti di fusione deve essere la creazione di un modello di riferimento per lo stampo e la forma dei componenti finali. Le tecniche di lavorazione CNC o di stampa 3D possono essere utilizzate come soluzioni di prototipazione; ogni caratteristica del design del prodotto, come le dimensioni, le forme e le caratteristiche della superficie, deve essere accuratamente rappresentata all'interno di questo modello.
La scelta dei materiali per i modelli comprende generalmente metalli, plastiche, legno, cera e resine epossidiche. La scelta dipende dai requisiti di lavorabilità, resistenza al calore e stabilità dimensionale, come ad esempio l'eccellente qualità della superficie dell'alluminio, che si presta a una facile lavorazione; la plastica ABS, invece, consente di cambiare il materiale in modo più conveniente, se necessario.
Per la creazione del modello per la fusione dei componenti è necessario un impegno costante, con una precisione di +-0,005 pollici per ottenere risultati accurati. In questo modo si garantisce che i pezzi fusi soddisfino con precisione le specifiche di progetto; è inoltre possibile aggiungere testi, loghi o filetti nel disegno del modello per un maggiore appeal; può essere necessario includere angoli di sformo per facilitare i processi di sformatura.
Una costruzione impeccabile dei modelli è fondamentale per evitare che le imperfezioni si insinuino negli elementi di produzione finale, come superfici irregolari, deformazioni, bolle d'aria o segni di spine di espulsione. Pertanto, la progettazione e la produzione di questi modelli devono essere accompagnate da una pianificazione esperta.
Fase due di tre: costruire uno stampo in silicone
Dopo aver creato un modello master accurato, il passo successivo nello sviluppo dello stampo dovrebbe essere la creazione dello stampo in gomma siliconica. Una volta sospeso in un telaio dello stampo, il silicone liquido viene versato intorno ad esso, scorrendo liberamente lungo ogni contorno prima di essere polimerizzato attraverso il catalizzatore in uno stampo di gomma estremamente flessibile.
Il silicone è ideale per replicare dettagli intricati e geometrie complesse con una precisione di 0,005 pollici o meno, garantendo un facile rilascio del pezzo dopo la polimerizzazione e una lunga durata dello stampo per molti cicli di colata. I produttori di stampi si affidano ai siliconi ad alte prestazioni con un'eccellente resistenza chimica e al calore come scelta ideale di materiale, che consente ai produttori di stampi di replicare progetti di stampi complessi in modo più affidabile che con qualsiasi altro mezzo.
Gli stampi utilizzati per la colata sottovuoto sono principalmente due:
- Stampo monoblocco - Uno stampo a pezzo singolo con una cavità e una tazza di colata, adatto a geometrie semplici come quelle simmetriche.
- Stampo multi-pezzo - Composti da più pezzi che consentono lo sformaggio flessibile dopo la polimerizzazione; questi stampi devono essere assemblati dopo la polimerizzazione prima dell'uso.
I distaccanti devono essere applicati al modello master prima di versarvi il silicone, per evitare che si attacchi e consentire uno sformaggio pulito. Nel progetto dello stampo possono essere inclusi anche sfiati e perni di espulsione, mentre le coppe di colata devono essere progettate in modo da ridurre al minimo il flusso turbolento della resina.
La creazione di uno stampo in silicone eccellente richiede una notevole abilità nei processi di colata sotto vuoto. La costruzione dello stampo influisce direttamente sulla precisione, sulla qualità della finitura superficiale e sulla consistenza dei prodotti finali.
Terza fase del processo di fusione: preparazione alla fusione
Prima di iniziare la produzione, lo stampo in silicone finito deve essere montato e sigillato all'interno di una camera di colata sotto vuoto. Successivamente, i componenti della resina poliuretanica liquida vengono miscelati secondo le specifiche, prima che gli operatori controllino il corretto rapporto di miscelazione che influisce sul tempo di polimerizzazione e sulle proprietà del materiale.
Il degasaggio del recipiente di resina deve quindi avvenire sotto vuoto per eliminare le bolle d'aria che potrebbero rimanere intrappolate nei pezzi fusi e avere un impatto negativo sulle prestazioni meccaniche e sull'aspetto estetico. Il degasaggio può durare dai 5 ai 20 minuti, a seconda della viscosità della resina.
Quarto passo: Ciclo di colata sotto vuoto
Una volta che lo stampo e la resina sono stati assemblati, la camera viene chiusa e inizia la colata automatica. Le fasi principali includono:
Il preriscaldamento dello stampo a 150-182°F accelera la polimerizzazione. Una volta riscaldata, la resina deve essere versata direttamente nelle cavità dello stampo e nelle tazze di trabocco per riempire rapidamente tutti i dettagli prima della polimerizzazione.
La pressione del vuoto di 29 pollici di mercurio deve essere applicata per 60-90 secondi per eliminare le bolle d'aria nella resina e garantire una colata senza vuoti. Dopo la rimozione della pressione del vuoto, il pezzo si solidifica nello stampo mentre la resina polimerizza; i tempi di polimerizzazione variano in genere tra i due e i dieci minuti.
Dopo un'adeguata polimerizzazione, il pezzo viene sformato e rifinito. Per ottenere una qualità superficiale e proprietà meccaniche eccezionali, è necessario utilizzare una pressione controllata del vuoto per tirare la resina liquida in modo uniforme in tutte le fessure degli stampi in silicone, garantendo così una qualità superficiale, una precisione e proprietà meccaniche eccezionali. Gli utensili riscaldati accelerano la polimerizzazione della resina, accelerando ulteriormente la produttività.
La colata sottovuoto pone molte sfide e limitazioni uniche che devono essere prese in considerazione, tra cui i vincoli dei materiali e le difficoltà operative. Qui esploriamo queste considerazioni come parte di Vacuum Casting 101.
Sebbene la colata sottovuoto offra diversi vantaggi, ci sono alcuni ostacoli e restrizioni associati alla sua implementazione che devono essere considerati prima di intraprendere questa strada:
Limitazioni delle dimensioni dei pezzi
Le dimensioni della camera del vuoto determinano la dimensione massima dei pezzi. Le macchine commerciali di solito accettano pezzi fino a circa 60″x20″x20″, anche se i sistemi personalizzati possono gestire dimensioni molto più grandi. Inoltre, i pezzi più grandi richiedono pompe del vuoto di maggiore capacità per raggiungere le pressioni desiderate.
Durata dello stampo
Sebbene gli stampi in silicone tendano a durare centinaia di cicli senza usurarsi e dover essere sostituiti, alla fine i loro delicati dettagli iniziano a deteriorarsi nel tempo e devono essere aggiornati o sostituiti del tutto. L'utilizzo di siliconi più performanti può prolungare la durata, ma con un costo aggiuntivo.
I pezzi di colata sottovuoto richiedono ulteriori lavori di finitura come la levigatura, la foratura, la maschiatura o l'incollaggio. Inoltre, quando si tratta di angoli di sformo minimi su superfici verticali, possono essere necessari agenti distaccanti. Sebbene le operazioni secondarie siano una componente integrante dei processi di colata in generale, la colata sotto vuoto spesso richiede tempi e costi aggiuntivi rispetto ai metodi di forma netta.
La colata sotto vuoto dei poliuretani offre proprietà uniche rispetto ad altri processi; tuttavia, la loro gamma è più limitata rispetto ad altri. I tecnopolimeri ad alta temperatura, come il PEEK, non possono essere colati sottovuoto a causa della selezione limitata di materiali di questo processo; allo stesso modo, anche i materiali altamente caricati o speciali che richiedono un'elevata forza di taglio/pressione potrebbero non essere adatti.
Competenza di processo
Creare modelli master di precisione, stampi in silicone ad alta fedeltà, degassare correttamente le resine e impostare correttamente i parametri di processo quando si avviano le operazioni di colata sottovuoto è un'arte. All'inizio si verifica spesso un periodo di tentativi ed errori: in genere, prima di iniziare le operazioni di colata sottovuoto, è necessario acquisire una significativa esperienza di processo all'interno dell'azienda.
Gli ingegneri devono tenere conto di queste limitazioni per scegliere una tecnologia di produzione ottimale, come la colata sotto vuoto. Anche se nessun metodo di produzione può soddisfare perfettamente ogni applicazione, tenere a mente queste limitazioni aiuta gli ingegneri a selezionare le tecnologie appropriate: in molti casi la colata sottovuoto rimane un metodo di produzione di precisione altamente competitivo ed efficace per determinati scopi.
Confronto tra i metodi di fusione
Per avere un quadro completo, può essere utile confrontare la colata sottovuoto con i metodi di colata alternativi più diffusi:
La pressofusione è adatta alla produzione di parti metalliche complesse in volumi molto elevati e in tempi brevi, con un'eccellente coerenza dimensionale e cicli veloci, ma i costi di attrezzaggio per gli stampi in acciaio possono essere proibitivi; in alternativa, la colata sottovuoto può offrire un maggiore potenziale di prototipazione quando si tratta di prototipi, volumi di pre-produzione o produzioni di breve durata.
Colata in sabbia offre un'opzione economica per la colata di metalli e leghe; tuttavia, la precisione e la finitura superficiale non sono paragonabili a quelle delle plastiche e degli uretani colati sotto vuoto. Inoltre, gli stampi in sabbia tendono a durare meno delle loro controparti in silicone riutilizzabili.
Stampaggio a iniezione
Lo stampaggio a iniezione offre un'efficienza e una precisione eccezionali nella produzione di pezzi polimerici su larga scala, ma i requisiti di attrezzaggio in acciaio possono essere costosi e i tempi di consegna lunghi. La colata sottovuoto offre un metodo alternativo quando si tratta di volumi ridotti in cui lo stampaggio a iniezione non può giustificarsi a causa dei costi di attrezzaggio in acciaio e dei lunghi tempi di consegna.
Stampaggio a trasferimento di resina (RTM) è stata inventata e perfezionata durante la Prima Guerra Mondiale per produrre componenti durevoli a costi accessibili.
RTM impiega stampi chiusi simili alla colata sottovuoto, ma inietta la resina sotto pressione senza il vuoto. L'RTM è diventato molto popolare come approccio per la produzione di compositi ad alte prestazioni, ma manca della precisione e della finitura superficiale offerte dalle plastiche colate sotto vuoto. Inoltre, per le applicazioni di stampaggio a iniezione, l'RTM si avvale di stampi in metallo o in composito, più costosi, anziché di stampi in silicone.
Stampaggio rotazionale
Per lo stampaggio rotazionale, i polimeri in polvere vengono riscaldati contro le superfici calde dello stampo prima di essere fusi insieme mediante rotazione. Questo metodo consente di ottenere geometrie di pezzi cavi molto grandi, impossibili da ottenere con la colata sottovuoto; tuttavia, manca di precisione e dovrebbe essere preso in considerazione solo per la creazione di pezzi solidi complessi, che in genere richiederebbero invece la colata sottovuoto.
Stampa 3D mes La stampa 3D offre una libertà geometrica e una complessità dei pezzi senza pari grazie a un processo additivo che non richiede utensili, ma la finitura superficiale, la precisione e le proprietà dei materiali per l'uso finale sono tipicamente inferiori a quelle offerte dai pezzi fusi sottovuoto; pertanto, la stampa 3D e la fusione sottovuoto devono essere considerate tecnologie di prototipazione rapida complementari.
Colata centrifuga prevede l'erogazione di metallo liquido in modo uniforme in uno stampo permanente in continua rotazione utilizzando la forza centrifuga, con pesi di colata che raggiungono le 10.000 libbre - superando persino le capacità della colata sotto vuoto! Tuttavia, per le parti in plastica di alta precisione, la colata sottovuoto offre un'accuratezza, un dettaglio e una finitura superficiale superiori rispetto ai metodi centrifughi.
Nel complesso, la colata sottovuoto offre una combinazione ottimale di costi iniziali di attrezzaggio, opzioni di selezione dei materiali, dimensioni dei pezzi disponibili per la produzione in serie di varie lunghezze, dimensioni di produzione di precisione e qualità della superficie, che la rendono un'alternativa interessante e conveniente per le applicazioni che si allineano alle sue capacità.