Migliore stampaggio a iniezione del policarbonato della Cina - Consegna rapida, piccolo ordine
Indice dei contenuti
Avete bisogno di pezzi in policarbonato di qualità, ma non volete affrontare i problemi e le spese dei metodi di stampaggio tradizionali.
Avete provato altri metodi, ma non sono all'altezza.
Con i nostri servizi di stampaggio a iniezione del policarbonato, otterrete i pezzi di alta qualità di cui avete bisogno senza problemi o spese.







Desiderate trovare un produttore e designer specializzato in stampaggio a iniezione di policarbonati affidabile e conveniente (a partire da $ 0,5 per alcuni casi)?
Se state cercando un'azienda di stampaggio del policarbonato in Cina, Topworks Plastic Mold può aiutarvi.
Siamo in attività da oltre 10 anni e disponiamo di un'esperienza ineguagliabile nel campo della progettazione, dell'attrezzaggio e della produzione di prodotti per lo stampaggio a iniezione di policarbonato di spessore extra a prezzi competitivi.
Siamo una delle poche aziende specializzate nella creazione, produzione e consegna di parti in policarbonato (PC) stampate dall'idea alla realtà grazie alla nostra esperienza. La nostra gamma completa di servizi di stampaggio a iniezione di PC ci permette di fornire il massimo livello di qualità e precisione per tutti i nostri prodotti. Ci impegniamo a superare le aspettative e a garantire la soddisfazione per ogni progetto che intraprendiamo.
Visivamente straordinari e impeccabili, gli strumenti e i componenti per lo stampaggio a iniezione dei policarbonati sono adottati per qualsiasi cosa, dai cruscotti delle automobili alle pale delle turbine eoliche.
I nostri servizi: Progettazione ottica, produzione di stampi ottici di precisione, Stampaggio a iniezione otticoe rivestimento ottico.
I nostri processi semplificano ogni fase del processo di stampaggio a iniezione dei policarbonati, sia che si tratti di un'idea o di un lavoro in corso.
"Sono lieto di informarvi che tutte le parti in plastica sono perfette!!! Siamo entusiasti e quindi ci sono buone possibilità di continuare il nostro rapporto per qualsiasi nuovo progetto in arrivo."

CRISTIANO
ITALIA
"Steven è un project manager e un ingegnere molto attento ai dettagli, in grado di risolvere i problemi in modo creativo e di fornire un servizio eccellente. È stato un piacere lavorare con lui".
DAVID
STATI UNITI D'AMERICA
Il nostro stampaggio a iniezione di policarbonati:
- Parti di automobili
- Strumenti medici
- Aerospaziale
- Campo di imballaggio
- Apparecchiature elettroniche
- lente ottica
- Illuminazione a LED
Le nostre linee di prodotti:
- Lenti asferiche a condensatore,
- lenti asferiche lucidate a fuoco,
- filtri ottici in vetro,
- lenti acromatiche,
- lenti ottiche di grandi dimensioni,
- specchietti di superficie anteriori,
- prismi,
- lente cilindrica.
- Lenti piatte,
- convesso,
- concavo,
- Specchio a nido d'ape,
- Lenti di Fresnel;
Topworks può ottimizzare il progetto per risparmiare sui costi o per garantire la compatibilità ottimizzando il progetto prima dell'attrezzaggio. I clienti sono invitati a fornire file 3D
Topworks può utilizzare il controllo numerico computerizzato (CNC) per produrre un prototipo lavorato o una stampa 3D che potete vedere e sentire per convalidare il progetto del vostro pezzo.
In questa fase, il foglio di lavoro delle informazioni sugli utensili viene utilizzato per progettare l'utensile.
L'accuratezza del progetto dello strumento viene convalidata.
L'utensile viene fabbricato con precisione in base al progetto convalidato utilizzando il controllo numerico computerizzato (CNC) e la lavorazione a scarica elettrica (EDM) ...
I primi test vengono inviati tramite corriere subito dopo la realizzazione degli stampi per iniezione. Una volta spedite, arrivano solitamente in 2-5 giorni.
A questo punto, Topworks apporta allo strumento le modifiche necessarie per renderlo conforme alle specifiche approvate. Topworks apporta gratuitamente tutte le modifiche necessarie (escluse quelle progettuali, che sono sempre a pagamento).
In questa fase si esegue il processo di testurizzazione, che di solito è l'ultimo passo prima della produzione in serie.
Lato topworks
In questa fase, lo stampo viene consegnato al cliente o è pronto per lo stampaggio a iniezione.
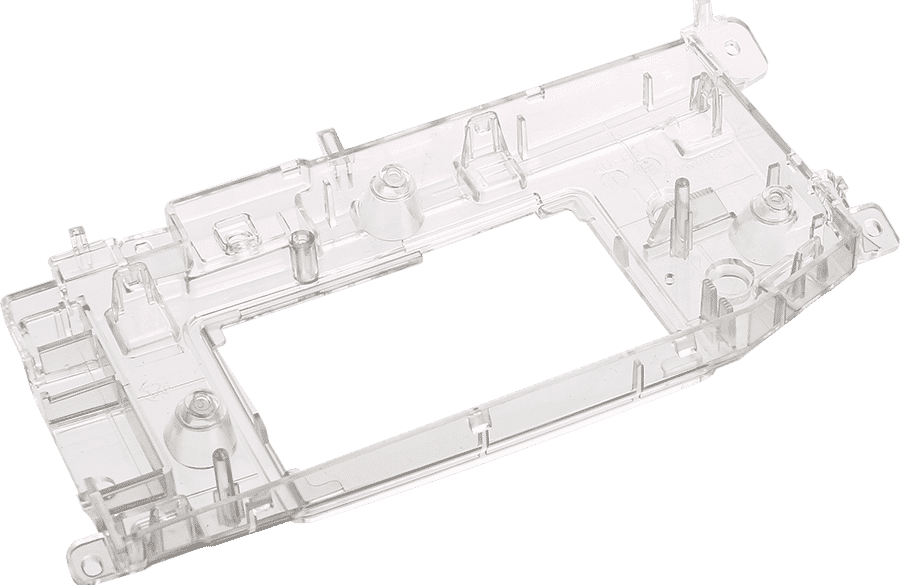
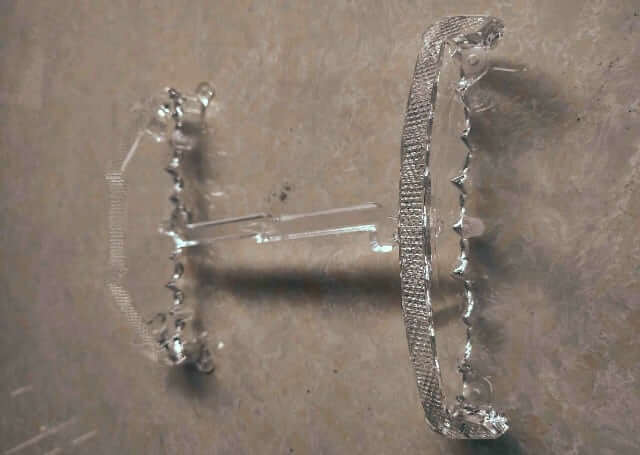
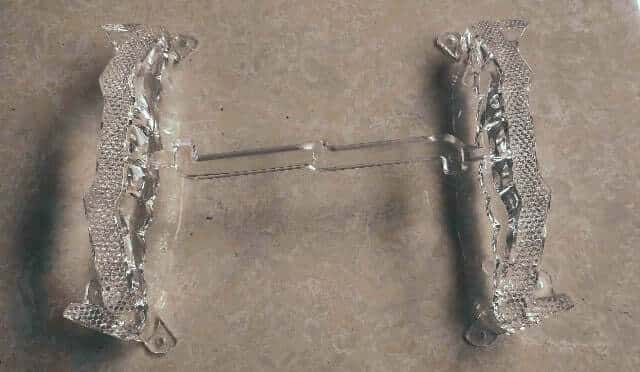
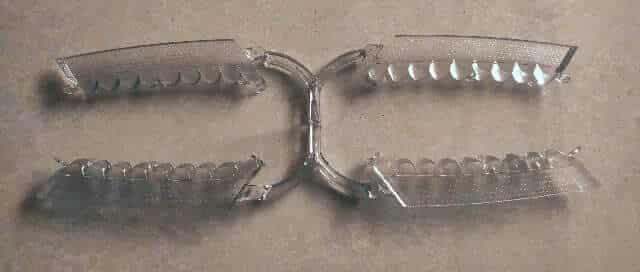
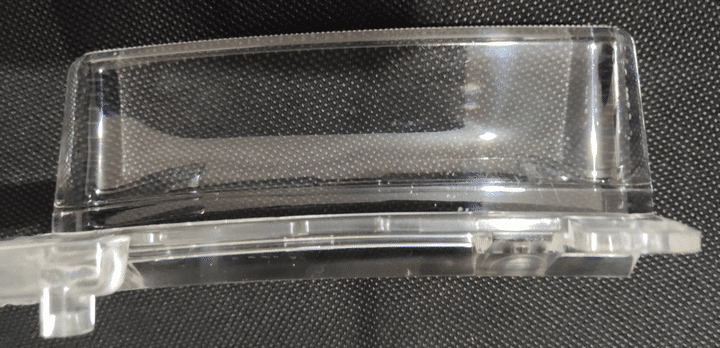
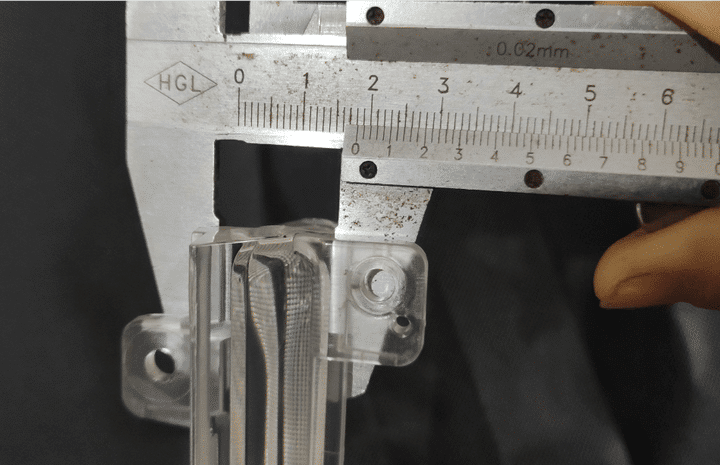
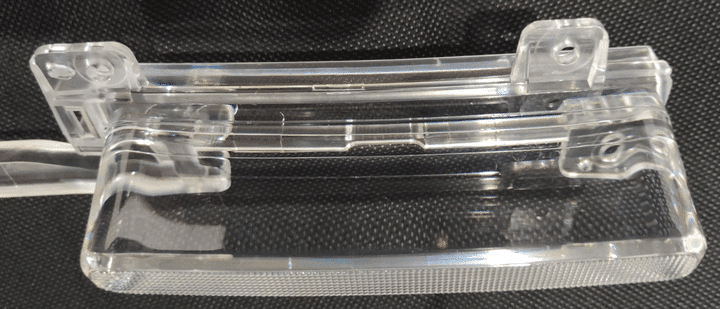
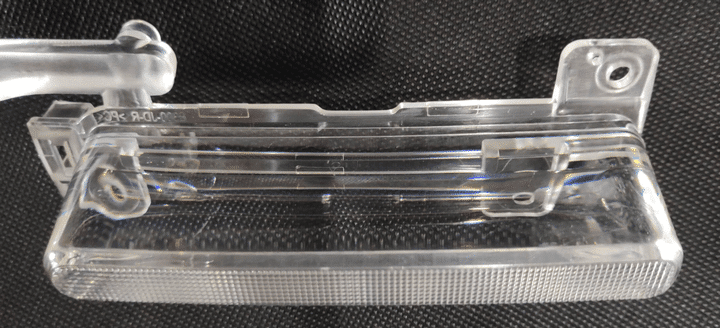
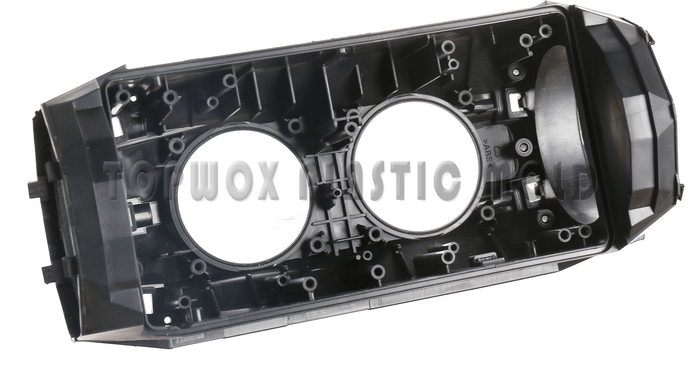
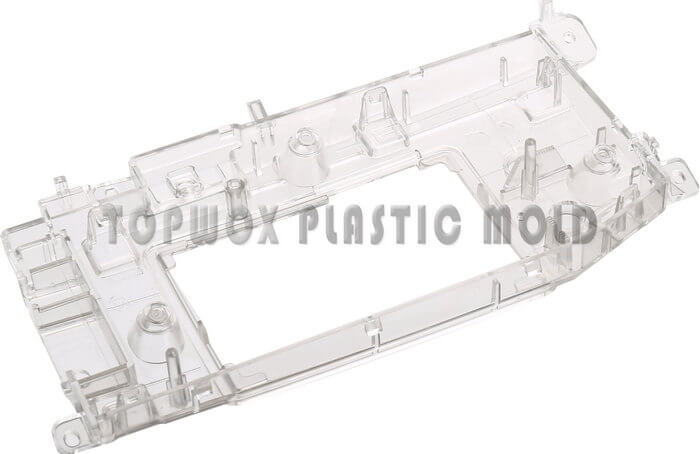
Il spessore massimo della parete del prodotto PC può raggiungere i 3 cmma la superficie non si restringe e non ci sono bolle all'interno.
- CASSA DI SPESSORE EXTRA DELLA PARETE IN POLICARBONATO PER LO STAMPAGGIO A INIEZIONE
CASO #
Cina stampaggio ad iniezione del policarbonato
La Cina è un luogo affidabile se si è alla ricerca di fornitori affidabili di stampaggio a iniezione di policarbonato.
Vi daremo alcuni consigli per trovare un fornitore affidabile e ottenere l'offerta più vantaggiosa.
Fornitori cinesi: Come trovare un fornitore affidabile
Nella scelta di un fornitore di stampaggio a iniezione di policarbonato in Cina è necessario tenere presente alcuni aspetti. I primi passi da compiere sono la ricerca e la richiesta di raccomandazioni.
Le aziende possono trovare buoni fornitori cinesi online attraverso vari forum e siti web. Una volta individuati alcuni potenziali fornitori, è opportuno contattarli e chiedere informazioni sulla loro esperienza, sui prezzi e sui tempi di spedizione.
Se non siete sicuri della qualità del loro lavoro, richiedete anche dei campioni.
Una volta scelto il fornitore, è fondamentale instaurare un buon rapporto di lavoro con lui. Comunicate chiaramente, pagate puntualmente e siate chiari sulle vostre aspettative.
È possibile trovare un fornitore affidabile di stampaggio a iniezione di policarbonato in Cina seguendo questi suggerimenti.
Perché sono importanti per il costo dello stampaggio a iniezione
- Dimensioni del pezzo. Pezzi più grandi significano uno stampo più grande, il che significa che l'acciaio più grande aumenterà il costo dell'acciaio per lo stampo a iniezione.
- Design della parte. Più un pezzo è complesso, più lo stampo deve essere dettagliato. Alcuni pezzi complicati richiedono l'aggiunta di caratteristiche speciali, come sollevatori o cursori. Per questo motivo, è opportuno ascoltare i consigli del costruttore dello stampo e verificare se è possibile modificare il progetto del pezzo per risparmiare sui costi dello stampo a iniezione.
- Materiali: A seconda del materiale scelto per il pezzo, lo stampo a iniezione dovrà essere realizzato in un materiale particolare. Ad esempio, se si utilizza una plastica corrosiva come il PVC, lo stampo dovrà essere in acciaio inox per evitare danni e, in ultima analisi, un aumento del prezzo.
- Requisiti di finitura dei pezzi. Se i pezzi hanno requisiti di elevata lucentezza superficiale, è necessario un acciaio più costoso e una lucidatura tecnica precisa, con un conseguente aumento del prezzo.
- Volume di produzione. Gli stampi per volumi più elevati necessitano di un maggior numero di cavità e quindi lo stampo sarà più grande. Inoltre, per durare più a lungo, richiedono una qualità di acciaio più elevata, il che influisce sul costo dello stampo. costo dello stampo a iniezione.
- Paese di produzione- I diversi Paesi hanno tariffe salariali diverse. Se lo stampo viene prodotto in un paese in cui il costo della manodopera è basso, si risparmia naturalmente. In Cina, il costo medio di uno stampo a iniezione è di circa 40% in meno rispetto ai paesi occidentali.
Stampaggio a iniezione del policarbonato: Cosa cercare
Per molti settori, lo stampaggio a iniezione del policarbonato è diventato un processo di produzione molto diffuso. Questo processo produce pezzi di alta qualità che, se eseguiti correttamente, possono essere applicati a un'ampia gamma di applicazioni. Quando si acquistano servizi di stampaggio a iniezione del policarbonato dalla Cina, è necessario tenere a mente alcuni aspetti.
Un produttore affidabile dovrebbe essere la vostra prima priorità
Il mercato cinese è pieno di aziende che si fanno pagare e che producono prodotti scadenti. Assicuratevi di lavorare con un'azienda affidabile facendo delle ricerche. Potreste trovarne molte su piattaforme B2B, come alibaba.com, made-in-China.com...
Il passo successivo consiste nel definire con chiarezza le proprie specifiche.
Come volete che siano prodotti i vostri pezzi? C'è una tolleranza da rispettare? Per assicurarvi di ricevere un preventivo accurato dal produttore, vi preghiamo di essere il più specifici possibile.
Infine, non è una cattiva idea negoziare
I produttori cinesi sono soliti negoziare i loro prezzi. Potete negoziare fino a raggiungere un prezzo equo se non lo ritenete tale, oppure potete negoziare con diversi potenziali fornitori.
Negoziazione del prezzo: Come ottenere il miglior affare
Trovare un fornitore affidabile è il primo passo per l'acquisto di stampaggio a iniezione di policarbonato dalla Cina. Il passo successivo consiste nel negoziare i prezzi con alcuni potenziali fornitori. È possibile ottenere un prezzo migliore seguendo i seguenti suggerimenti:
- Confrontare i preventivi di diversi fornitori è un'idea intelligente. Grazie a queste informazioni, sarete in grado di determinare i costi dello stampaggio a iniezione del policarbonato in Cina. I produttori delle diverse aree della Cina hanno costi diversi: potete scegliere l'opzione più conveniente per voi.
- Contrattare non è una cosa negativa. Non bisogna avere paura di negoziare i prezzi in Cina.
- Assicuratevi che i vostri requisiti siano chiari. Affinché il fornitore possa fornirvi un preventivo accurato, è necessario che siate il più specifici possibile su ciò di cui avete bisogno.
- Sono disponibili sconti. Assicuratevi di chiedere uno sconto se state ordinando una grande quantità di stampaggio a iniezione di policarbonato.
- Mantenere un elevato standard di qualità. Qualità e prezzo sono fattori critici da considerare quando si acquista dalla Cina. Prima di effettuare un acquisto, verificate gli standard di qualità del fornitore.
Che cos'è lo stampaggio a iniezione del policarbonato?
La resina di policarbonato presenta proprietà eccellenti come elevata trasparenza, rigidità, tenacità e resistenza al creep e può essere iniettata a diverse temperature. La viscosità di fusione del policarbonato è sensibile alla temperatura ma poco alla velocità di taglio. La resina di policarbonato non ha un punto di fusione ma ha una viscosità molto elevata e si idrolizza ad alte temperature.
L'iniezione di PC è facilmente incrinabile.
L'aumento della temperatura di iniezione del PC è un modo efficace per aumentare la fluidità della fusione invece di aumentare la pressione. Lo stampaggio a iniezione del policarbonato richiede una temperatura più elevata (300 gradi). Per ridurre la perdita di pressione della massa fusa, il percorso del canale di colata e il gate devono essere corti e spessi; allo stesso tempo, è necessario mantenere una pressione più elevata nello stampaggio a iniezione del PC.
La resina PC deve essere sufficientemente asciutta prima dello stampaggio a iniezione, in modo che il contenuto d'acqua non superi 0,02%; inoltre, la resina PC deve essere isolata durante lo stampaggio a iniezione della parte PC per evitare il riassorbimento;
Non solo il design di un ragionevole Prodotto stampato in PC essere garantito, ma anche il processo di Stampaggio a iniezione di policarbonato deve essere adeguatamente controllata, ad esempio aumentando la temperatura dello stampo e procedendo a un'ulteriore lavorazione per ridurre o eliminare le sollecitazioni interne.
Il Stampaggio a iniezione di policarbonato processo deve continuare ad adattarsi alle condizioni della Prodotto PC nel tempo.
Processo:
Essiccazione delle materie prime
Anche in umidità molto bassa, l'iniezione di policarbonato può causare idrolisi, rottura, riduzione del peso molecolare e riduzione della resistenza.
È molto importante mantenere il materiale PC il più possibile asciutto prima dello stampaggio a iniezione.
Pertanto, prima dello stampaggio, il contenuto di umidità della materia prima di policarbonato deve essere rigorosamente inferiore a 0,02% almeno per evitare una diminuzione della resistenza meccanica o la formazione di bolle e striature argentate sulla superficie.
Il PC è estremamente sensibile all'acqua, quindi deve essere completamente asciutto prima dell'iniezione per ridurre il suo contenuto d'acqua a meno di 0,02%.
| materiale plastico | tempo di asciugatura HRS | temperatura secca | spessore dello strato MM | osservazioni |
|---|---|---|---|---|
| PMMA | 2~4 | 70~80 | 30~40 | Asciugatura a circolazione d'aria calda |
| PC | >6 | 120~130 | <30 | Asciugatura a circolazione d'aria calda |
| PET | 3~4 | 140~180 |
Lo stampaggio del policarbonato dipende dalla forma, dalle dimensioni e dalla struttura del prodotto.
Generalmente, la temperatura di stampaggio è compresa tra 270 e 320 °C. Il PC FR necessita di una temperatura più elevata.
Se la temperatura del materiale è troppo alta, oltre i 340 °C, il PC si decompone, il colore del prodotto diventa più scuro e sulla superficie compaiono difetti come argento, strisce scure, punti neri e bolle. Allo stesso tempo, anche le proprietà fisiche e meccaniche si riducono notevolmente.
Il PC è anche sensibile alla temperatura; la viscosità di fusione diminuisce con l'aumentare della temperatura. La temperatura del barile è di 250 ~ 320 °C. (preferibilmente non più di 350°C), e la temperatura appropriata del barile è buona per la plastificazione del PC. Se necessario, le tensioni interne devono essere eliminate mediante ricottura:
La temperatura del forno è di 125~135°C per 2 ore e il raffreddamento avviene naturalmente a temperatura normale.
Policarbonato Pressione di iniezione
La pressione di iniezione influenza notevolmente le proprietà fisiche e meccaniche, le sollecitazioni interne e il ritiro dello stampo. Ha un profondo impatto sull'aspetto e sulle proprietà di rilascio del prodotto. Se la pressione di iniezione è troppo bassa o troppo alta, si verificano alcuni difetti nel prodotto finito: una temperatura troppo bassa provoca scatti corti, mentre una temperatura troppo alta provoca bagliori intorno al corpo. La pressione di iniezione è controllata tra 80-120 MPa.
Per superare la resistenza del flusso di fusione e riempire la cavità in tempo, la pressione di iniezione più elevata viene scelta per prodotti a parete sottile, a flusso lungo e di forma complessa con porte piccole. (145 MPa). A causa della scarsa fluidità, l'iniezione ad alta pressione è necessaria per lo stampaggio a iniezione del policarbonato. Tuttavia, è necessario eliminare in un secondo momento le forti sollecitazioni interne dei pezzi (che possono causare cricche).
Stampaggio a iniezione di PC Pressione e tempo di mantenimento
Anche la pressione di mantenimento e il tempo di mantenimento influenzano notevolmente lo stress interno del prodotto PC. Se la pressione di mantenimento è molto bassa, il prodotto è difficile da riempire e rassodare.
Di solito si notano segni di ritiro sulla superficie e una bolla di vuoto all'interno. Inoltre, se la pressione di mantenimento è troppo elevata, è facile che si verifichino grandi tensioni interne intorno alla porta, con conseguenti difetti superficiali inaspettati. Nella lavorazione, l'alta temperatura e la bassa pressione lavorano insieme per risolvere questo problema.
La scelta del tempo di mantenimento deve essere determinata dallo spessore del prodotto, dalle dimensioni della porta (i pezzi più spessi richiedono una porta più grande), dalla temperatura dello stampo, ecc. In genere, i prodotti piccoli e sottili non richiedono un tempo di mantenimento lungo. Al contrario, i prodotti a parete spessa stampati in PC devono avere un tempo di mantenimento più lungo. La durata del tempo di mantenimento è determinata dal tempo di tenuta del gate.
Non vi è alcuna influenza evidente sulle prestazioni dello stampaggio a iniezione del policarbonato. Una parete sottile, un piccolo cancello o un oggetto cilindrico profondo vengono generalmente iniettati a velocità media o lenta, preferibilmente con iniezione multistadio:.lento-veloce-lento.
Controllo della temperatura dello stampo: 85~120 °C, in genere a 80-100 °C, per cui è necessaria una macchina termica per mantenere la temperatura di fusione. Per forme complesse, stampaggio a iniezione di parti in policarbonato a parete sottile, la temperatura può aumentare fino a 100-120 °C, ma non può superare la temperatura di distorsione. La temperatura della parete dello stampo potrebbe essere elevata per ridurre la differenza di temperatura tra la parete dello stampo e la parte in materiale PC, riducendo lo stress interno.
A causa dell'elevata viscosità del PC fuso, è utile plastificare e favorire una buona ventilazione. La velocità di rotazione della vite non deve essere troppo elevata. In genere, è adatta a 30-60 giri/min.
Il controllo della contropressione è preferibilmente compreso tra 10-15% della pressione di iniezione.
Additivi
Stampaggio a iniezione di policarbonato devono controllare rigorosamente l'uso di agenti distaccanti nel processo, l'uso di materiali riciclati non deve superare le tre volte e l'uso deve essere inferiore a 20%.
1) Progettare il canale il più grande e corto possibile. Per ridurre la perdita di pressione, lo stampo per materie plastiche adotta guide di scorrimento a sezione circolare. Le guide devono essere rettificate per ridurre la resistenza al flusso del materiale fuso.
2) La porta di iniezione può essere di qualsiasi tipo, ma il diametro del canale dell'acqua di raffreddamento non è inferiore a 15 mm.
Requisiti della macchina di iniezione
Il volume massimo di iniezione (comprese le guide, le porte, ecc.) del prodotto di stampaggio a iniezione di policarbonato non deve essere superiore a 70-80% del volume nominale di iniezione;
Pressione di serraggio: da 0,47 a 0,78 tonnellate per centimetro quadrato di area proiettata del prodotto finito (o da 3 a 5 tonnellate per pollice quadrato); dimensioni della macchina: Il peso del prodotto finito è di circa 40 - 60% della capacità di 1 colpo.
Se la macchina è espressa in polistirolo (Aussie), deve essere ridotta di oltre 10%. Vite: La lunghezza della vite deve essere almeno 15 volte il diametro e il rapporto L/D è di 20:1. Il rapporto di compressione è preferibilmente compreso tra 1,5:1 e 30:1. Il rapporto di compressione è preferibilmente compreso tra 1,5:1 e 30:1. La valvola di arresto all'estremità anteriore della vite deve essere del tipo ad anello scorrevole.

Perché le striature argentate e come prevenirle nello stampaggio a iniezione del policarbonato?
Le striature argentate si riferiscono al disegno delle striature formate dall'acqua nella plastica quando la Policarbonato Le particelle non sono completamente essiccate prima dello stampaggio a causa di procedure di essiccazione inadeguate nel processo di produzione.
Oppure, se le particelle di materiale sufficientemente essiccate rimangono nella tramoggia per un periodo più lungo di quello previsto, l'assenza di un isolamento adeguato farà sì che la tramoggia riassorba l'umidità, determinando un contenuto d'acqua superiore a quello specificato.
La resina si degrada durante il processo di fusione quando l'umidità contenuta nelle particelle vaporizza a causa dell'alta temperatura nel cilindro. Il Co2 si accumula all'interno della resina fusa e, al momento del riempimento, fluisce nella cavità con il policarbonato formando striature d'argento.
Di conseguenza, la parte in plastica è gravemente danneggiata e spesso appare con una striscia argentata lungo la superficie. Questo tipo di condizione è relativamente comune e facile da identificare. La parte è solitamente distribuita in modo più uniforme lungo la direzione del flusso e occasionalmente sull'intera superficie.
La chiave per eliminare queste striature argentate è l'essiccazione completa dei pellet, la cui umidità deve essere inferiore allo 0,02%. Per questo motivo, è importante controllare le condizioni di essiccazione delle materie prime e misurare il contenuto d'acqua dei pellet prima dello stampaggio.
Suggerimenti
Per la produzione di stampi a iniezione in policarbonato, è possibile utilizzare un processo di ispezione standard. Si prendono due bicchieri piccoli e si inserisce un pellet tra i due bicchieri, riscaldando le piastre a 280-300 gradi. Osservare la presenza di bolle nel materiale: se non ce ne sono, è pronto per la fase successiva; se invece ce ne sono, deve essere asciugato di più.
Se l'assorbimento di umidità nel serbatoio è la causa delle striature argentate, si raccomanda di installare o migliorare il dispositivo di conservazione del calore. Inoltre, la quantità di ogni alimento deve essere controllata per evitare che i pellet secchi rimangano troppo a lungo nel serbatoio e assorbano nuovamente umidità.
In generale, la permanenza massima non deve superare i 30-60 minuti. Attualmente, la maggior parte dei dispositivi di riscaldamento e conservazione del calore della tramoggia sono costituiti da lampade a infrarossi installate nella parte superiore della tramoggia, la cui potenza può essere regolata in base alle dimensioni della tramoggia.
Una capacità di riscaldamento media di 25-30 W per metro quadro dell'area è necessario.
Decomporre
Le striature argentate derivano dalla decomposizione surriscaldata della resina, che genera un gas (anidride carbonica), con conseguente comparsa di striature argentate sulla superficie della plastica.
La fusione si decompone termicamente per molte ragioni specifiche.
- la temperatura della canna è troppo alta;
- angelo morto nella canna o nell'ugello;
- il tempo di permanenza della massa fusa nella botte è troppo lungo;
- il peso molecolare della resina si è ridotto.
Pertanto, la resistenza agli urti, la struttura superficiale e le prestazioni della parte in plastica ne risentono.
Il loro aspetto può riconoscere questo tipo di striature argentate, e la loro distribuzione sulle parti in plastica non segue uno schema regolare.
Inoltre, la presenza di una striscia d'argento in decomposizione può spesso essere accompagnata dall'imbrunimento delle parti in plastica o dalla comparsa di macchie marroni, particolarmente evidenti nel canale caldo, che possono essere utilizzate per determinare se il materiale si è decomposto.
Il materiale PC si decompone per varie ragioni e gli interventi appropriati devono essere adottati in base a tali cause.
- Se la temperatura della botte è troppo alta, la temperatura della sezione deve essere abbassata;
- Se la canna o l'ugello presentano un angolo morto, pulirlo ed eliminarlo;
- Se il tempo di permanenza della colata è troppo lungo, il ciclo di stampaggio deve essere ridotto.
- Se il problema persiste, la pressa a iniezione può essere sostituita con una con una capacità di lavorazione inferiore.
-
Struttura
Le striature d'argento sono causate dalla miscelazione dell'aria con il materiale fuso nella cavità di stampaggio. Ciò è dovuto a un design strutturale irragionevolmente complicato delle parti in plastica o a uno spessore di parete insufficiente o incoerente.
Fanno sì che il materiale si espanda o si contragga rapidamente quando lo stampo viene riempito di materiale fuso. Questo tipo di difetto influisce principalmente sull'aspetto delle parti in plastica, piuttosto che sulla loro forza e resistenza agli urti. Le striature d'argento strutturali sono caratterizzate dal fatto di essere fisse nella forma e nella posizione quando vengono impostate le condizioni di processo.
Il filo d'argento si trova in genere lungo la direzione di iniezione e le striature d'argento sono generalmente situate dietro i bruschi cambiamenti di sezione. Le striature d'argento strutturali sono create da improvvisi cambiamenti nella sezione trasversale e da una significativa irregolarità nello spessore della parete. Di conseguenza, le parti in plastica presentano spesso difetti superficiali, come depressioni e restringimenti, e talvolta si generano anche bolle all'interno delle parti in plastica.
Le striature strutturali argentate si evitano regolando la velocità di iniezione. Quando la sezione trasversale della parte in plastica non cambia molto, la velocità di iniezione può essere ridotta. Quando la velocità di iniezione è bassa, il materiale in movimento può essere introdotto senza problemi nella cavità dello stampo, il che fa sì che il materiale in movimento non si mescoli con l'aria quando attraversa le sezioni e si evitano le striature argentate.
Le riprese brevi possono essere causate da una velocità di iniezione troppo bassa, che può richiedere la regolazione di altre condizioni di processo. In presenza di una grande varietà di sezioni trasversali, è possibile aumentare la velocità di iniezione e la pressione di iniezione in modo che il gas venga rilasciato forzatamente dalla superficie di separazione. Se le striature argentate non possono essere eliminate aumentando la velocità di iniezione o la pressione di iniezione, può essere utile migliorare la struttura delle parti in plastica e il sistema di sfiato dello stampo.
Canale di colata e guida
Le striature argentate si verificano a causa di una progettazione irragionevole del sistema di chiusura o di porte parzialmente bloccate.
Le cause e le soluzioni :
(1) Un'ampia bozza del canale di colata fa sì che il materiale di flusso esca dalle pareti del canale di colata nella fase iniziale dell'iniezione, causando vuoti tra il canale di colata e il materiale plastico. Quando la cavità dello stampo viene gradualmente riempita, l'aria si mescola al materiale di flusso e rimane intrappolata nella cavità dello stampo, causando la comparsa di striature argentate. La caratteristica principale delle striature argentate è che sono distribuite nella direzione di iniezione.
Per eliminare le striature, iniettando prima la resina nell'aria e controllando successivamente se il canale di colata è appropriato, si può evitare la decomposizione della resina. Se l'angolo supera i 10 gradi, può verificarsi quanto sopra. Un angolo di 4-6 gradi è adatto allo stampaggio a iniezione.
Se l'angolo è troppo piccolo, la sformatura sarà difficile; a volte, i pezzi si attaccano al lato della cavità e il flusso di materiale sarà difficile. La regolazione della velocità di iniezione aiuta le striature argentate, ma la soluzione più comune è quella di tagliare o sostituire il canale di colata.
(2) Un design in cui la sezione trasversale della porta è troppo piccola può provocare turbolenze, causando la miscelazione della massa fusa con l'aria e la generazione di striature argentate in prossimità della porta. Le striature di questo tipo sono prevalentemente radiali nella direzione di iniezione, con il gate come centro.
L'allargamento del gate o la modifica delle dimensioni del gate per eliminare le striature possono risolvere il problema. È più efficace ridurre la velocità di iniezione quando il gate è poco lavorato.
(3) Il materiale freddo all'ugello provoca il blocco del sistema di chiusura durante il processo di iniezione. Il blocco del canale o del gate è simile a un piccolo gate. Quando si identifica il filo d'argento, si deve cercare di individuare tracce di materiale freddo nel sistema di iniezione. La soluzione consiste nell'aumentare la temperatura del materiale nello stampo e la temperatura degli ugelli.
Sfiato
Questo tipo di striatura argentea si verifica perché l'aria è intrappolata nel percorso di flusso del PC e non può essere espulsa durante il processo di stampaggio. Le caratteristiche principali di questa condizione sono che è accompagnata da linee di saldatura distinte e che le striature argentate si verificano spesso in prossimità delle linee di saldatura, mentre non compaiono in altre parti.
La modifica della posizione del gate, l'impostazione efficace delle fessure o la modifica della struttura principale della parte in plastica sono i metodi fondamentali per eliminare questo tipo di striature argentate. Nello stampaggio a iniezione di PC o durante il test dello stampo, è molto utile modificare l'impostazione dello stampaggio a iniezione, ad esempio regolando la pressione e la velocità di iniezione o cambiando la temperatura tra lo stampo fisso e lo stampo mobile.
| PROBLEMA | MOTIVO |
|---|---|
| 1. Colpo corto | I pezzi in plastica prodotti dalle aziende di stampaggio a iniezione presentano bordi irregolari e incompleti. Di solito si verifica nel punto più lontano del cancello, alle radici delle nervature sottili e lunghe. |
| 2, Restringimento | Occasionalmente, un luogo 1. quando lo spessore del materiale è irregolare, 2. sezione spessa della parte stampata a iniezione, 3. sezione boss e nervature. A causa del ritiro, le parti in plastica si ammaccano, sono irregolari e ondulate in condizioni di scarsa illuminazione. |
| 3, Flash | Un bordo del pezzo con un sottilissimo strato di plastica si trova spesso nelle seguenti posizioni 1. Linea di separazione; 2. Anima mobile; 3. Posizione del perno di espulsione, posizione del foro, posizione dello scatto. Linea di separazione; 2. Anima in movimento; 3. Posizione del perno di espulsione, posizione della borchia, posizione del foro, posizione dello snap |
| 4. Bolle di sapone | Le bolle sulla superficie della plastica hanno un colore diverso da quello circostante e sono tipiche 1. delle bolle causate da gas, aria e acqua-gas che non vengono rilasciate in tempo. 2. bolle causate dal ritiro. Le bolle nella parte trasparente sono particolarmente evidenti. |
| 5. Linea di saldatura | Quando più fronti di flusso fuso coincidono tra loro, sulla superficie di un pezzo in plastica compare un segno di saldatura profondo. Questo fenomeno si verifica soprattutto alla confluenza di più fronti di flusso fuso. |
| 6, Bruciatura | non è una superficie piatta. Di solito si tratta di macchie scure o nere; di solito si trovano in sezioni in cui è difficile riempire e intrappolare facilmente il gas. |
| 7, Macchie nere | sulla superficie delle parti in plastica sono evidenti impurità nere, causate principalmente dall'uso di materiali misti. |
| 8. Decolorazione | La leggera differenza di colore tra la parte in plastica reale e il colore richiesto è molto evidente e generalmente è dovuta al fatto che il pigmento non è corretto, il rapporto di miscelazione non è corretto o lo stampo è impostato alla temperatura sbagliata. |
| 9. Rughe | Le parti in plastica presentano linee ondulate sulla superficie causate dal raffreddamento della resina che scorre. |
| 10. Deformazione | Le parti in plastica presentano distorsioni, ondulazioni, curve, e questo è particolarmente frequente nelle bugne, nelle nervature e nelle parti a iniezione di forma rotonda. Queste caratteristiche sono particolarmente comuni nello stampaggio a iniezione di PP. |
| 11. Materiali sbagliati | A differenza dei materiali specificati, quello qui presente può essere identificato controllando l'etichetta della confezione, la densità, la continuità di combustione, il colore della fiamma, il colore del fumo e la lunghezza delle fiamme. |
| 12. Aderire allo stampo | Il pezzo di plastica incompleto che rimane nella cavità, a differenza del colpo corto, o a causa della mancata progettazione del sistema di espulsione dello stampo, il pezzo di plastica è difficile da espellere dalla cavità, in genere nelle aree a parete sottile, nelle bugne e negli incastri. |
| 13. Gratta e vinci | La superficie delle parti in plastica sfrega contro la superficie della cavità durante l'espulsione, per cui molte di esse presentano graffi sulla superficie. |
| 14, Sovraflusso | È causata generalmente da un danno alla cavità e si verifica sulla sezione attiva, sulle boccole, sui perni di espulsione e sulla superficie di separazione. |