Molde de pré-forma PET, fabricante de moldes de pré-forma na China

Durante mais de 10 anos, a TopWorks tem sido a fonte de referência para uma Moldes para pré-formas PET. A nossa equipa experiente utiliza tecnologia moderna combinada com materiais da mais alta qualidade para criar moldes duradouros e económicos. Ganhámos a confiança de clientes locais e internacionais, graças ao nosso compromisso com a satisfação do cliente. A nossa equipa está continuamente a aperfeiçoar e a inovar o processo de produção para garantir os melhores resultados de qualidade.
A nossa confiança na qualidade dos nossos moldes para pré-formas PET é apoiada por mais de uma década de experiência e garantimos que os nossos produtos satisfazem as necessidades dos nossos clientes. Se procura moldes de pré-formas de qualidade a preços competitivos, a TopWorks é o parceiro perfeito.
Com a capacidade de construir um conjunto completo de moldes de pré-formas PET de forma rápida, precisa e económica, independentemente do grau de elaboração, a Topworks está pronta para satisfazer todas as necessidades dos clientes.
Para além disso, também podemos conceber e fabricar cada pré-forma PET de acordo com as especificações específicas dos clientes, bem como fornecer opções de impressão em cada uma delas.
"Tenho o prazer de vos informar que todas as peças de plástico são perfeitas!!! Estamos encantados, e por isso há boas possibilidades de continuar a nossa relação para qualquer novo projecto que se apresente".

CRISTIANO
ITÁLIA
"Steven é um gestor de projecto e engenheiro muito orientado para os detalhes que pode resolver problemas de forma criativa e também presta um excelente serviço. Foi um prazer trabalhar com ele".
DAVID
EUA
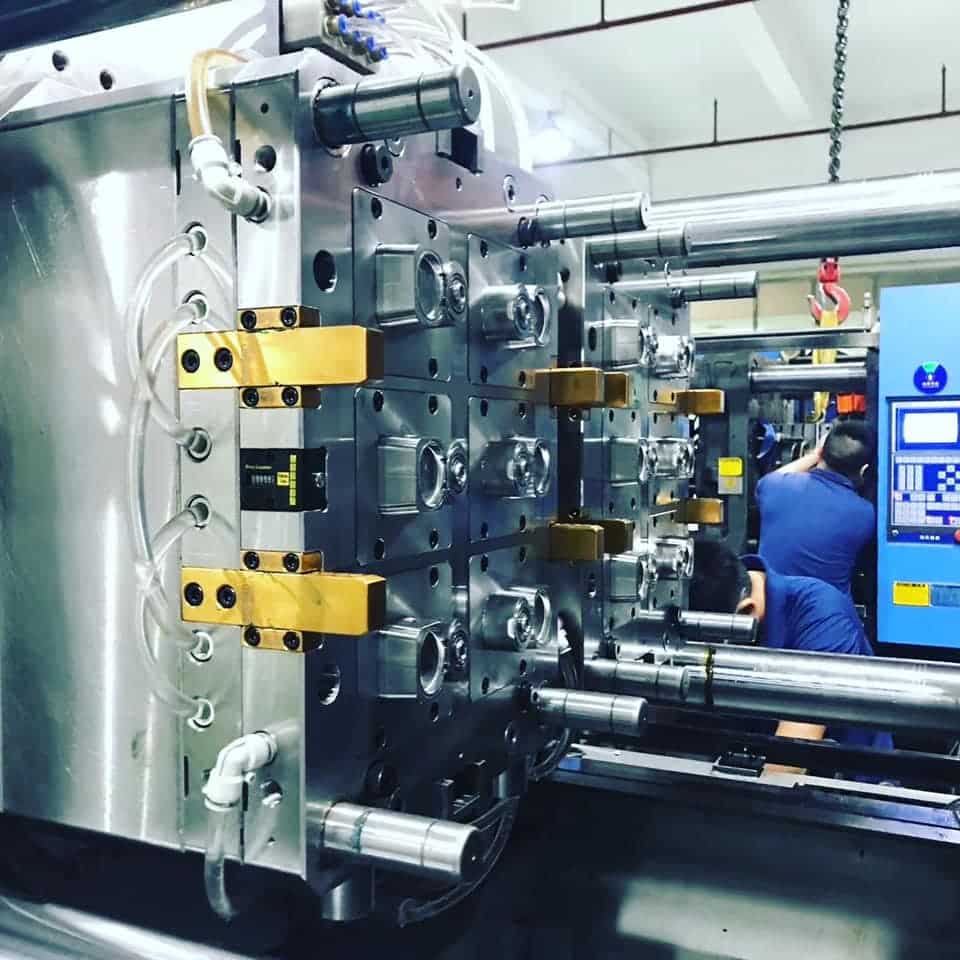
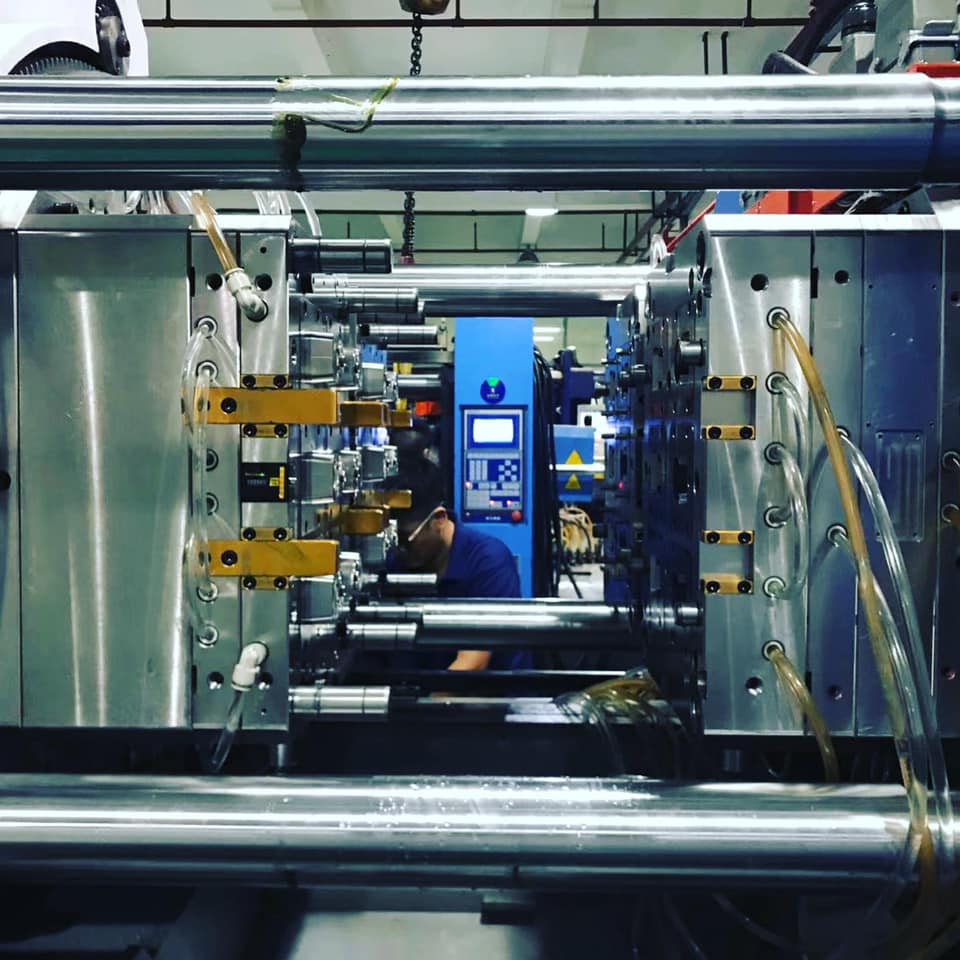
Visão geral do fabrico de moldes de pré-formas PET da empresa
Conceção de moldes de pré-formas PET
- Considerações de conceção técnica
- Configuração do molde (cavidades, disposição)
- Conceção do portão
- Sistema de arrefecimento
- Sistema de ejeção
- Ventilação
- Acabamento da superfície
- Tolerâncias
Materiais para moldes de pré-formas PET
- Opções de aço para ferramentas
- P20
- H13
- Aço inoxidável 420
- Outras ligas
Processo de fabrico de moldes de pré-formas PET
- Etapas envolvidas
- Conceção do molde
- Maquinação CNC
- Tratamento térmico
- Acabamento
- Montagem
- Ensaios e aprovações
A nossa equipa
A força de trabalho experiente e empenhada da Topworks especializa-se em várias divisões para fornecer a conceção e construção de moldes para a criação de características únicas adaptadas a diferentes tipos de pré-formas de plástico PET. Dispomos de uma gama completa de capacidades de fabrico de moldes para pré-formas de plástico e criamos moldes num ambiente de trabalho agradável.
As nossas pré-formas estão disponíveis nas nossas instalações e podem ser fabricadas internamente ou personalizadas de acordo com as suas necessidades de embalagem com um molde de pré-forma individual fabricado em PET. Este serviço permite-lhe fabricar tudo o que necessita num único local conveniente.




Como utilizar o molde de pré-forma PET?
Poli(tereftalato de etileno) (PET) é um polímero termoplástico natural, normalmente utilizado em produtos de plástico. Atualmente, o GF-PET é o polímero mais popular entre os clientes, que é utilizado principalmente na injeção de pré-formas.
Consequentemente, as propriedades do PET no estado líquido são muito melhores e a pressão é mais importante do que a temperatura em termos de viscosidade. Nesta situação, a fluidez da massa fundida é frequentemente afetada principalmente pela pressão.
Processamento de plásticos
Devido à sua natureza lipídica e à sua hidrofilicidade, os granulados de PET são muito sensíveis à água a altas temperaturas. Além disso, devido à sua presença, o PET tem uma estrutura à base de fosfolípidos. O PET perde peso molecular quando os níveis de humidade excedem o limite; o produto ganha cor e torna-se quebradiço.
Requer uma secagem a 150 °C durante pelo menos quatro horas, geralmente a 170 °C, durante três a quatro horas, antes do processamento. Os materiais recicláveis não devem ter uma temperatura superior a 25% e devem ser cuidadosamente secos antes de serem utilizados.
Máquina de moldagem por injeção
São necessários sistemas de injeção com secções de controlo da temperatura e baixo calor de fricção, uma vez que o PET tem um tempo estável após a fusão e um elevado ponto de fusão, e o peso real do plástico deve ser 2/3 da quantidade de injeção única da máquina.
Conceção de moldes e portas
Os moldes de canal quente são utilizados para fabricar pré-formas de PET. Por vezes, é colocado um isolante térmico entre o molde de canal quente e a máquina de moldagem por injeção. As pré-formas têm uma espessura de cerca de 12 mm, enquanto os isoladores têm de suportar uma pressão elevada.
A profundidade da ranhura de ventilação não deve exceder 0,03 mm; caso contrário, ocorrerá facilmente um flash.
Temperatura de fusão
A gama de temperatura óptima pode ser definida entre 270 e 295 ° C, utilizando um método shot-to-air.
O GF-PET de qualidade superior pode ser ajustado a 290-315 ° C.
Velocidade de injeção
Uma velocidade de injeção de 2 a 4 segundos é normalmente adequada para evitar a coagulação precoce do material. Mas uma velocidade demasiado rápida pode torná-lo frágil. A injeção demora quatro segundos.
Pressão de retorno
É preferível injetar a baixa pressão, não mais de 100 bar, para que a injeção não se desgaste.
Tempos de permanência
Manter temperaturas inferiores a 300 °C e evitar tempos de permanência superiores a 15 minutos para evitar a degradação molecular. O cilindro só deve ser jato de ar durante 15 minutos; se for necessário mais tempo, limpar com PE de viscosidade e baixar a temperatura do cilindro para a temperatura do PE.
Outros
É importante não utilizar demasiado material reciclado, caso este influencie negativamente a plastificação.
É possível produzir "névoa branca" e opaca se a temperatura do molde não for bem controlada.
| vida do molde | <0.2 million | 0,2-0,5 milhões de euros | 0,5-1 milhões | > 1 milhão |
|---|---|---|---|---|
| aço de inserção | P20/PX5 738 | NAK80/718H | SKD61/TDAC(DH2F) | AIASA420/S136 |
| dureza da pastilha | (30±2)HRC | (38±2)HRC | (52±2)HRC | (60±2)HRC |
| aço de base | S55C | S55C | S55C | S55C |
| dureza de base | (18±2)HRC | (18±2)HRC | (18±2)HRC | (18±2)HRC |
Porquê o sistema valave hotrunner para moldes de pré-formas PET
O preço inicial e a entrega são frequentemente factores determinantes nas pré-formas moldadas por injeção actuais. Em resultado deste tipo de aquisição de moldes PET, as empresas que produzem a primeira geração de peças moldadas não terão vantagens económicas a longo prazo. Simultaneamente, mesmo os moldes para pequenas tiragens não contribuirão de forma justa para os lucros finais. As ferramentas são frequentemente modificadas quando os moldadores fazem uma nova geração da mesma peça básica, acreditando que, ao fazê-lo, a produção de pré-formas de pPET será tão bem sucedida que a concorrência não ganhará o contrato. Um oponente com moldes de produção de peças a longo prazo, que têm o melhor ROI em comparação com um ciclo de produção, estará numa posição mais forte no novo concurso, especialmente se os mesmos procedimentos reflectirem a perspetiva de toda a empresa.
Ao selecionar um sistema, considere os seguintes factores
As pré-formas de PET moldadas por injeção, quer se trate de moldes de curta ou longa duração, devem ser avaliadas com base nos pontos que se seguem. Todos os aspectos de uma operação de moldagem de pré-formas PET economicamente bem sucedida devem ser considerados ao selecionar um sistema de canais: o seu custo, os custos de ensaio, os tempos de preparação, os tempos de ciclo, a manutenção, os resíduos, as operações secundárias, o equipamento auxiliar e a qualidade das suas peças. O tamanho do molde é melhorado pelo canal e pelo desvio da cavidade em relação ao casquilho do jito num molde de cavidade única com casquilho a frio e com a peça com rebordo. Com sistemas bem concebidos, a resina será deslocada para o offset com um aumento mínimo do tamanho do molde da pré-forma PET através de um canal quente de baixo perfil.
Os custos da câmara quente são compensados pela redução do tamanho do molde da pré-forma PET
Mesmo que o tamanho do molde da pré-forma PET seja reduzido, o custo inicial da câmara quente pode ser compensado, permitindo que o tamanho da prensa seja escolhido com base nos requisitos da peça. A porta de válvula para a linha de separação reduz a quantidade de resina necessária por injeção, reduzindo assim o volume de refugo (sprues) e de material reciclado necessário. Faz sentido, do ponto de vista económico, utilizar uma câmara quente para substituir o molde offset para todas as peças com mais de 50 g e com uma vida útil prevista de mais de 150 000 peças. Devido ao elevado custo da base do molde para um sistema de canal frio, o número de peças pode ser inferior quando a peça é maior, mas o custo dos canais quentes manter-se-á igual.
Vantagens do casquilho de jito do molde de pré-forma PET
Moldes que portão diretamente numa única cavidade, utilizando uma bucha de jito, têm várias vantagens em relação aos canais frios. Com base apenas nos requisitos da peça, a dimensão da base do molde PET será determinada pela prensa mais pequena. Ao utilizar buchas de jitos frios, são criados jitos, que têm de ser removidos, deixando marcas que frequentemente têm de ser removidas através de operações secundárias se o aspeto ou a altura máxima do remanescente do jito forem preocupações. Os casquilhos de jitos quentes são normalmente utilizados para evitar esta situação, mas deixam frequentemente uma marca inaceitável, reduzem a janela de funcionamento e criam tensões internas na peça (empeno).
Ao utilizar um sistema de porta de válvula, não se formará uma marca inaceitável, mantém-se uma boa janela de funcionamento e a pré-forma PET é submetida a um mínimo de tensão. Os sistemas de porta de válvula requerem normalmente um molde maior para o seu sistema operativo, tanto em termos de área do molde como de altura, porque têm de utilizar um canal quente para deslocar o mecanismo operativo da linha central do molde e têm de encaixar um coletor e o seu mecanismo operativo no molde. A maior parte dos sistemas adequados consegue isto sem aumentar a área de implantação do molde PET e, frequentemente, sem afetar a altura do molde, uma vez que a válvula de regulação está situada na linha central do molde e não necessita de funcionamento externo.
Molde de pré-forma PET maior como resultado da câmara fria
O tamanho do molde da pré-forma é frequentemente aumentado quando se projectam moldes de múltiplas cavidades com sistemas de canais frios, a fim de encaixar o canal, as corrediças e os mecanismos, o que, por sua vez, dificulta a orientação da cavidade durante a conceção de peças complexas. Se estiver em causa a modificação de peças ou tempos de processo longos, a janela de funcionamento do processo de moldagem torna-se muito restrita e o empeno é quase impossível de controlar.
No fabrico de moldes de três placas, os níveis de cavitação são elevados, a disposição das cavidades é óptima e é possível o funcionamento automático. A incorporação de um sistema de canais quentes com canais térmicos directos em vez da construção tradicional do molde permitirá que o molde multicavidades seja utilizado de forma mais económica - menor superfície de linha de partição por peça, baixa altura do molde, tempos de ciclo mais curtos, menos desperdício e melhor operação automatizada.
Para além de reduzirem os tempos de ciclo, os canais quentes com válvula reduzem a tensão das peças e produzem peças pré-formadas de melhor qualidade. Em contrapartida, os novos sistemas de canais quentes com válvulas, que aumentam a altura do molde de qualquer forma e são menos dispendiosos, podem reduzir significativamente os custos e os aumentos da altura do molde dos sistemas tradicionais de canais quentes com válvulas, que têm um efeito prejudicial na eficiência económica. Os canais quentes podem ser encomendados para toda a metade "A" menos as cavidades, de modo a assegurar melhores prazos de entrega do molde. O tempo de construção do molde pode ser reduzido através da distribuição da carga de trabalho por mais instalações.
O sistema de canal quente para moldes de pré-formas PET oferece redução de custos, tempo e resíduos
Um sistema de canal quente foi aplicado à aquisição de moldes de pré-formas e provou ser uma forma eficiente de reduzir o custo inicial, o tempo de construção e os custos operacionais de ensaios, configuração, tempo de ciclo, manutenção, refugo e operações secundárias - e sem exigir qualquer equipamento adicional. Como resultado, a maioria das aplicações poderá contar com um nível de qualidade consistente. Um sistema de canais quentes com comportas térmicas ou um sistema de comportas com válvulas é frequentemente especificado para produzir um projeto de moldagem de elevado desempenho. Utilizando estes tipos de máquinas, obterá uma repetibilidade muito elevada de disparo para disparo, tempos de ciclo mais rápidos, operação fácil do molde e peças de alta qualidade. Os sistemas térmicos, bem como os sistemas de porta de válvulas bem concebidos, geralmente superam os sistemas mal concebidos. Com este tipo de sistema, é necessária menos altura de molde e menos energia, além de não serem necessários controlos externos ou sistemas de energia auxiliares.
Quase todas as aquisições de moldes de pré-formas PET devem considerar um sistema de canal quente devido às vantagens que este proporciona em geral. Para obter as vantagens necessárias para uma produção competitiva de peças moldadas por injeção no mercado atual, as instalações de porta de válvula devem ser realizadas de acordo com as especificações do fabricante. Os sistemas de válvula de comporta são superiores aos sistemas de comporta térmica porque todos os componentes são construídos de forma muito simples e robusta, a partir de um conceito de design simples com o menor número possível de peças para proporcionar o melhor controlo do fluxo da comporta.