
PLA biodegradable para moldeo por inyección -China Topworks
Topworks es una empresa Empresa de moldeo por inyección de PLA en China. Con años de experiencia, podemos ofrecer productos y servicios de alta calidad que satisfagan sus necesidades.
Nuestros servicios de sobremoldeo se adaptan a sus necesidades específicas y ofrecemos una amplia gama de opciones entre las que elegir.
Como su socio, estamos deseando trabajar con usted. Podemos diseñar, fabricar y distribuir productos de PLA moldeados por inyección a precios competitivos a nivel internacional y con los más altos estándares de calidad.
Como resultado, ofrecemos una amplia gama de servicios de utillaje, fabricación y envío para hacer realidad su concepto de moldeo por inyección de PLA biodegradable.
"¡¡¡Me complace informarles de que todas las piezas de plástico son perfectas!!! Estamos encantados, y por lo tanto hay buenas posibilidades de continuar nuestra relación para cualquier próximo nuevo proyecto."

CRISTIANO
ITALIA
"Steven es un gestor de proyectos e ingeniero muy detallista, capaz de resolver problemas de forma creativa y que además ofrece un servicio excelente. Fue un placer trabajar con él".
DAVID
EE.UU.
Tanto si trabaja con piezas copiadas de moldeo por inyección de PLA ya en curso como si aún está desarrollando su producto moldeado con PLA, nuestro proceso agilizará el ciclo de vida de su producto en cada etapa.
Ventajas del moldeo por inyección de PLA de Topworks
- Larga duración y seguridad de uso
- Variedad de tratamientos disponibles
- Entrega rápida
- Moldeo por inyección de plástico PLA por encargo
- Un servicio integral desde el presupuesto hasta la entrega, pasando por el diseño, la fabricación y la toma de muestras.
Qué es el moldeo por inyección PLA
PLA(Ácido poliláctico) es un plástico natural fabricado con almidón de maíz que presenta un alto grado de higroscopicidad y es fácil de absorber el agua del aire. El PLA es un material ideal para moldeo por inyección de termoplásticos, extrusión, películas, impresión 3D y casi cualquier proceso asociado con la fabricación de componentes termoplásticos debido a su capacidad para descomponerse y regenerarse de forma natural. Diferentes industrias pueden utilizar plásticos PLA para fabricar piezas moldeadas con PLA para muchas aplicaciones diferentes.
Topworks puede optimice su diseño para ahorrar costes o garantizar la compatibilidad optimizando su diseño antes del mecanizado. Los clientes pueden suministrar archivos 3D
Topworks puede utilizar el Control Numérico por Ordenador (CNC) para producir un prototipo mecanizado o impresión en 3D que se puede ver y sentir para validar el diseño de su parte.
Durante esta fase, se utiliza la hoja de trabajo de información sobre herramientas para diseñar la herramienta.
Se valida la precisión del diseño de la herramienta.
La herramienta se fabrica con precisión de acuerdo con el diseño validado mediante control numérico por ordenador (CNC) y mecanizado por descarga eléctrica (EDM) ...
Las primeras inyecciones de prueba se enviarán por mensajería poco después de hacer los moldes de inyección. Una vez enviadas, suelen llegar en 2-5 días.
En este punto, Topworks realiza los cambios necesarios en la herramienta para que cumpla las especificaciones aprobadas. Topworks realiza cualquier cambio que sea necesario (excluyendo específicamente los cambios de diseño, que siempre se cobran) de forma gratuita.
En esta fase se realiza el proceso de texturizado, que suele ser el último paso antes de la producción en serie.
Lado Topworks
En esta fase, la herramienta se entrega al cliente o está lista para el moldeo por inyección.
El moldeo por inyección de PLA ofrece varias ventajas
- Degradable por microorganismos, mínimo impacto ambiental tras su uso
- Excelentes propiedades mecánicas y fisicoquímicas
- Fácil de procesar, útil y adecuado para el moldeo por soplado, el procesamiento por fusión y una variedad de otros procesos
- Compatible y degradable
- Glamour y transparencia
- Resistencia a la tracción y ductilidad superiores
- Permeabilidad al aire y al oxígeno

Aplicación del PLA moldeado por inyección
El servicio de moldeo de PLA incluye productos como
- envasado de alimentos,
- fiambreras de comida rápida,
- telas no tejidas,
- tejidos industriales,
- tejidos sanitarios,
- paños de cocina,
- productos sanitarios,
- Tejidos resistentes a los rayos UV para exteriores,
- paños de tienda,
- alfombrillas, etc.

En el campo de la medicina, el PLA de moldeo por inyección de China también se utiliza ampliamente para dispositivos como equipos de infusión desechables, suturas quirúrgicas desmontables y agentes de envasado de liberación lenta para fármacos.
El PLA se sintetiza a partir de almidones, azúcares y otros materiales de biomasa cuando se convierten químicamente y se polimerizan con ácido láctico. Moldeo por inyección El PLA derivado de recursos biológicos puede transformarse termoplásticamente en productos muy transparentes que sustituyan a los productos desechables convencionales y mitiguen la escasez de petróleo.
Los plásticos fabricados con PLA son los primeros polímeros básicos fabricados anualmente a partir de recursos renovables. Según la Administración de Alimentos y Medicamentos de Estados Unidos, se trata de un material generalmente reconocido como seguro (GRAS) para todas las aplicaciones de envasado de alimentos. Además de ser no tóxico, no irritante, de alta resistencia y fácil de procesar y moldear, el PLA también es biocompatible. El PLA se funde a 160-180 grados y puede soportar temperaturas de hasta 150 grados. Moldeado por inyección, espumado y moldeo por soplado todo se puede hacer con PLA, pero su tenacidad no es suficiente. El PLA tiene las mejores propiedades mecánicas y la mejor termoestabilidad de todos los polímeros.
¿Cómo funciona el ácido poliláctico y por qué es tan popular?
El ácido poliláctico está disponible en varias formas: PLLA racémico, PLLA normal, PDLA y PDLLA. Sus características son algo diferentes, pero comparten una característica similar, que se derivan del ácido láctico, un recurso renovable (frente a los plásticos convencionales, que proceden del petróleo).
En la búsqueda de plásticos rentables y no derivados del petróleo, la producción de PLA representa un enfoque popular. La naturaleza versátil del PLA y su descomposición natural lo convierten en un bioplástico atractivo. Si una botella de PLA se deja en el mar entre 5 y 18 meses, normalmente se degradará.
Esto es realmente notable en comparación con los plásticos convencionales, que pueden degradarse en un plazo de entre unos cientos y mil años en el mismo entorno. En resumen, el PLA tiene un gran potencial de utilidad en aplicaciones con una vida útil corta en las que la biodegradabilidad es muy deseable (por ejemplo, una botella de agua de plástico o un recipiente para frutas y verduras). A pesar de su capacidad para degradarse con el tiempo cuando se expone a la intemperie, el PLA es extremadamente robusto en cualquier aplicación típica (por ejemplo, como pieza electrónica de plástico).
Los equipos convencionales de moldeo por inyección pueden utilizarse para procesar PLA. Al procesar PLA, utilice un cilindro de al menos tres a cinco veces el peso de la inyección, un tornillo con al menos una relación L/D de 20:1 y, si procede, canales calientes de bajo cizallamiento en el molde para evitar o reducir la degradación.
El material inyectado se enfría lo antes posible en un molde frío, lo que produce PLA amorfo. Cuando un producto de PLA tiene una mayor resistencia a la temperatura, la temperatura del molde debe fijarse en 90-100°C, lo que permitirá que el material cristalice durante el enfriamiento, dando lugar a una estructura semicristalina. Depende de la formulación del PLA, la temperatura del molde y el diseño de la pieza el tiempo que se tarda en alcanzar la máxima cristalinidad dentro de un molde durante la fase de cristalización, pero suele ser más tiempo del que se tarda en enfriar el PLA en un molde frío. Por tanto, los productos semicristalinos están sujetos a tiempos de ciclo más largos. A 100°C, se vuelve lo suficientemente rígido como para salir del molde sin deformarse debido a su estructura de PLA semicristalino. Aunque el producto sigue siendo algo flexible, aún no ha alcanzado la temperatura de transición vítrea del PLA, que ronda los 55°C.
Optimización de los tiempos de ciclo para el moldeo por inyección de PLA
Utilizar la temperatura de molde adecuada es esencial para obtener el tiempo de ciclo más corto, especialmente en el caso de productos semicristalinos. Por lo tanto, la temperatura del molde debe medirse en diferentes lugares con un termopar interno o externo. Si la temperatura del calentador del molde (retorno) está dentro del rango adecuado, la temperatura del molde puede no ser la correcta debido a las pérdidas de calor. Es importante asegurarse de que el producto semicristalino o amorfo no se deforme tras la expulsión del molde.
La cinta transportadora y la caja de recogida deben ser adecuadas para este fin. A diferencia del proceso de enfriamiento de una masa fundida por debajo de la temperatura de transición vítrea a una temperatura inferior, la cristalización del PLA es un proceso más lento. En el caso de productos de paredes finas, los tiempos de ciclo pueden ser más largos para los materiales cristalizados que para los amorfos.
En los productos de paredes más gruesas, el tiempo de enfriamiento es mayor que el de cristalización. En consecuencia, el tiempo de cristalización deja de ser un factor determinante de la velocidad de cristalización.
Moldeo por inyección Diseño de moldes de PLA
Los moldes siempre se optimizan para determinados polímeros y se ajustan para producir piezas. Además, los moldes de PLA deben ajustarse. Para evitar la degradación del material de PLA, debe utilizar un sistema de canal caliente que tenga un cizallamiento bajo sin puntos muertos en el colector o la boquilla. Debe utilizarse una boquilla con un canal abierto que se caliente externamente para evitar que el PLA se atasque en la boquilla y cause líneas de flujo en el producto, lo que puede ocurrir con una boquilla calentada internamente.
A diferencia del canal caliente, el bebedero debe tener un ángulo de desmoldeo superior a 6° durante el proceso de inyección para evitar que se pegue al abrir el molde. En consecuencia, se reduce la altura máxima del bebedero. De lo contrario, el bebedero se vuelve demasiado grueso, lo que provoca que se enfríe o cristalice demasiado rápido, alargando el tiempo de proceso. Las paredes del bebedero deben ser siempre más finas que las paredes máximas del producto. El PLA debe cristalizar en un molde cuando se utiliza con materiales de alta temperatura. Los polímeros sólo pueden formar materiales amorfos, dejando el resto en estado semicristalino.
Como resultado, el producto será ligeramente flexible cuando se expulse del molde.
Si se aumenta el ángulo de inclinación del producto, se instalan suficientes pasadores de expulsión y la superficie de expulsión es suficiente, el producto no se deformará durante la expulsión.
La inyección de PLA en el molde tendrá lugar a alta presión. El PLA es muy viscoso. Un sistema de ventilación defectuoso puede provocar destellos (menores) en el producto. Inicialmente, sólo debe realizarse una ventilación mínima y la máquina debe abrirse (retirar el acero) cuando sea necesario. Los moldes que no se llenan o las zonas de material PLA que se queman cerca de los puntos de ventilación indican una ventilación insuficiente y es necesario aumentarla.
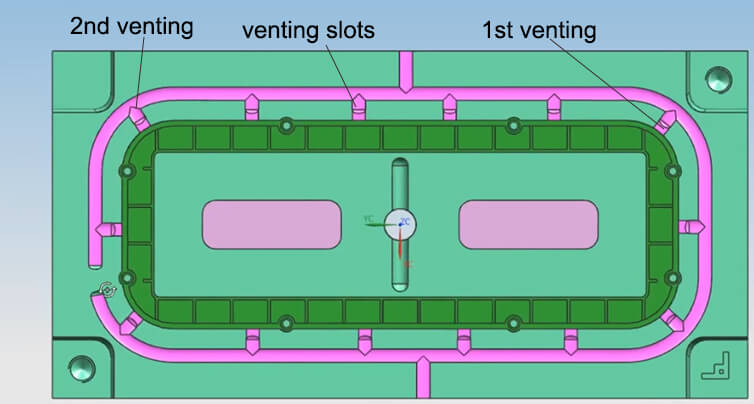
Un material rígido como el PLA puede provocar destellos bruscos. La ventilación debe diseñarse de modo que esté cerca del lugar donde se necesita, al tiempo que se garantiza que no tenga lugar donde está prohibido el flasheo. Los productos de PLA resistente al calor requieren una mayor cristalización en el molde, por lo que encogen más que los productos de PLA estándar.
En el caso de los productos de PLA con especificaciones dimensionales estrictas, los diseñadores deben tener esto en cuenta a la hora de desarrollar los moldes. Cree un molde de modo que el acero pueda retirarse en cualquier lugar donde sea necesario tras el primer ensayo reproducible de moldeo por inyección.
| Edición | Descripción |
|---|---|
| Tiro corto | Las piezas de plástico fabricadas por empresas de moldeo por inyección de plástico tienen bordes irregulares e incompletos. Suele producirse en el punto más alejado de la puerta, las raíces de las nervaduras finas y largas. |
| Contracción | De vez en cuando, un lugar: 1. Cuando el espesor del material es desigual, 2. Sección gruesa de la pieza moldeada por inyección, 3. Jefe y la sección de la costilla. Debido a la contracción, las piezas de plástico desarrollan abolladuras, desiguales y onduladas bajo poca luz. |
| Flash | Un borde de pieza con una capa extra fina de plástico se encuentra a menudo en los siguientes lugares: 1. 1. Línea de separación; 2. Núcleo móvil; 3. Posición del pasador de expulsión, posición del saliente, posición del orificio, ubicación del encaje. |
| Burbujas | Las burbujas en la superficie de plástico son de un color diferente al de los colores circundantes y son típicas: 1. burbujas causadas por gas, aire y agua-gas que no se liberan a tiempo; 2. burbujas causadas por contracción. Las burbujas de la parte transparente son especialmente claras. |
| Línea de soldadura | Cuando varios frentes de flujo fundido coinciden entre sí, aparece una marca de soldadura profunda en la superficie de una pieza de plástico. Esto ocurre con mayor frecuencia en la confluencia de múltiples frentes de flujo fundido. |
| Quemando | No se trata de una superficie plana. Suelen ser manchas oscuras o negras; normalmente, se encuentran en secciones donde es difícil llenar y atrapar el gas con facilidad. |
| Puntos negros | Se aprecian impurezas negras en la superficie de las piezas de plástico, causadas principalmente por el uso de materiales mezclados. |
| Decoloración | La ligera diferencia de color entre la pieza de plástico real y su color requerido es muy evidente, y generalmente se debe a que el pigmento es incorrecto, la proporción de la mezcla es incorrecta o el molde está ajustado a la temperatura incorrecta. |
| Arrugas | Las piezas de plástico muestran líneas onduladas en la superficie causadas por el enfriamiento de la resina que fluye. |
| Deformación | Las piezas de plástico presentan distorsiones, ondulaciones, curvas, y esto es especialmente común en los resaltes, las nervaduras y las piezas de inyección de forma redonda. Estas son especialmente comunes en el moldeo por inyección de PP. |