
What is Injection Molding
Today, injection molding is one of the most widely used ways for building plastic products. It allows a plastic part to be made entirely from a single cycle. Elastomers, duroplast, and elastomers can all be used .
The process of plastic injection molding refers to the injection of hot molten plastic into a custom-made metal or AL mold via an injection screw of an injection molding machine. Upon cooling, the plastic will solidify, taking on the shape of the mold. Afterthat the mold will open and the injected items will be ejected by the ejection system installed on the mold. We adopt this process to make a wide range of everyday plastic products including packaging, tools, autos, toys, and medical equipment that we use every day.
A History of Injection Molding
Injection molding processing began in the nineteenth century when its earliest parts were so simple, and the molding process had no automation at all. The main substances used were duroplast and elastomer, with the latter being molded, shredded or soaked.
Injection molding of plastic parts has become more profit due to the development of injection molding machines. The emergence of electronic control systems and later the microprocessor made it possible to craft mass-produced plastic items at even higher levels of automation.
injection Molding in the Beginning
A pair of brothers named Isaiah and John Hyatt invented the first injection molding machine in the late 19th century. The patent was obtained in 1872. As small as it was by today’s standards, it was quickly adopted by the nascent plastic industry, which made plastic combs, buttons, and a variety of other items.
A soluble form of cellulose acetate was created in 1903 by German scientists Arthur Eichengrun and Theodore Becker. This particular material was considerably less flammable than the previous alternative. The plastic manufacturing industry, however, achieved a decade of innovation during the 1930s, despite many people thinking it was a dark time. The advent of polyolefins, polystyrene, and polyvinyl chloride (PVC) was a period when many of the most common thermoplastics were discovered.
World War II (1939 to 1945)
There was no doubt that World War Two had a profound effect on human history. The war manufacturing industry in the United States expanded dramatically during World War II, trigerring dramatic advances in automotive technology as well as the development of the post-war industrial revolution in the United States. Plastics were also in high demand during this period due to their low cost and mass production.
After World War II
By the year 1946, American inventor James Watson Hendry constructed the world’s first screw injection machine known as the extrusion screw injection machine. Hendry was able to improve the injection process itself with the help of a rotating screw. By doing so, the quality of the products could be drastically improved.
Hendry has also introduced the first gas-assisted injection molding process, which is a big step forward for manufacturing hollow, long products. In the 1970s, the plastic industry had made significant progress and had overtaken that of steel due to the use of materials with increased strength and decreasing weight. In the 1990s, aluminum molds became a popular manufacturing trend because they are a faster and cheaper alternative to steel molds at a similar price point.
The name Hendry is synonymous with manufacturing history. The plastic injection molding industry would NOT be as advanced today without his inventions.
Injection molding in modern times
After World War II, the material shortages that resulted from the war influenced the desire for this product. There were also disruptions in the rubber production industry as a result of wars across Asia and attacks on the shipping lanes. War applications such as tanks as well as other types of military machinery created a large demand for the metal.
As a result, plastic-filled that void, providing an affordable alternative to metal. Plastic injection molding gained popularity along with the popularity of plastics. The efficiency, affordability, and large-scale manufacturing capabilities of this technology have contributed to its effectiveness in this era.
It was during the post-war period that plastics became very popular. In the early part of the 20th century, business leaders learned that plastics offered a lot of cost advantages over competing materials, resulting in a radical re-evaluation of global supply chains, which led to the widespread use of plastics in the economy and manufacturing processes.
Injection molding: The Current State of Affairs
The plastic injection molding opportunities available today are being tapped by virtually every manufacturing sector, be it electronics, automotive, home appliances, housewares, you name it. Injection molding is an affordable and effective way to manufacture high-quality parts and products.
Compared to the technology of the past, today’s technology is similar. Computers have simplified manufacturing and design processes. Plastic parts are now often used for advanced technology and scientific applications since the results are more precise.
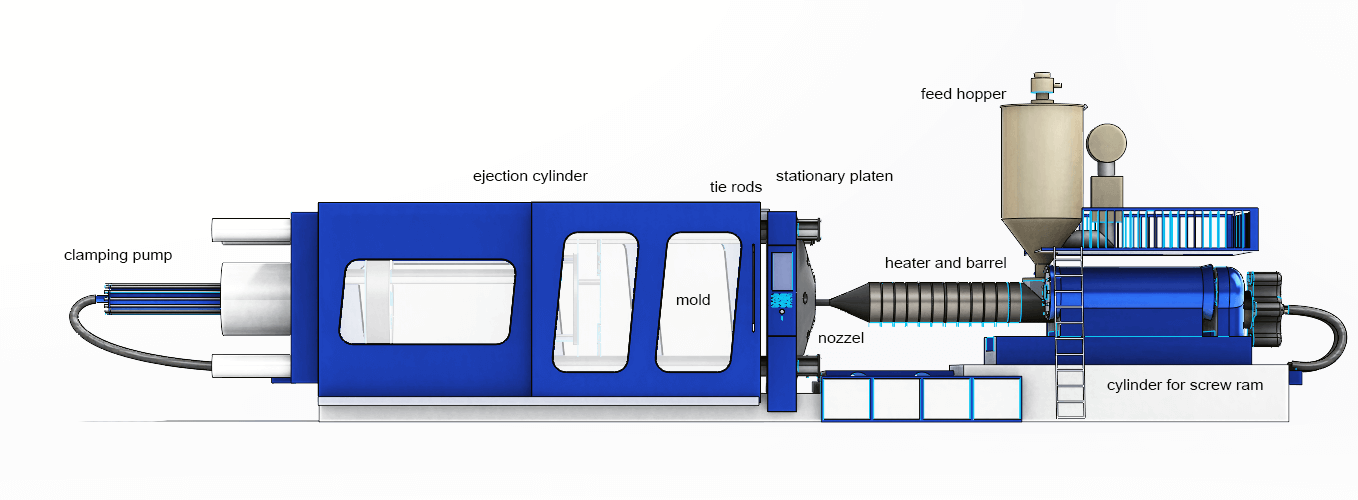
A process for injection molding
The pellets of raw plastic molding material are small and uniform in size. Injection molding machines work by gravity to deliver the plastic into the injection cylinder. The heat tape and the friction of the screw in the cylinder heat the plastic as it enters the cylinder.
Melted plastic pellets are heated, poured with high pressure into a mold that has been cut into the component’s negative geometry. The plastic fills out the form as it melts, creating the part.
The plastic solidifies as soon as it cools after injection, which results in shrinkage as it freezes. This shrinkage is compensated for by keeping the part under pressure while it hardens. Once solidified, the part is cooled and then de-molded.
The process cycle is the way time and/or pressure can be controlled and measured. Filling, injection, packing pressure, holding pressure, cooling, and de-molding are the steps in the cycle.
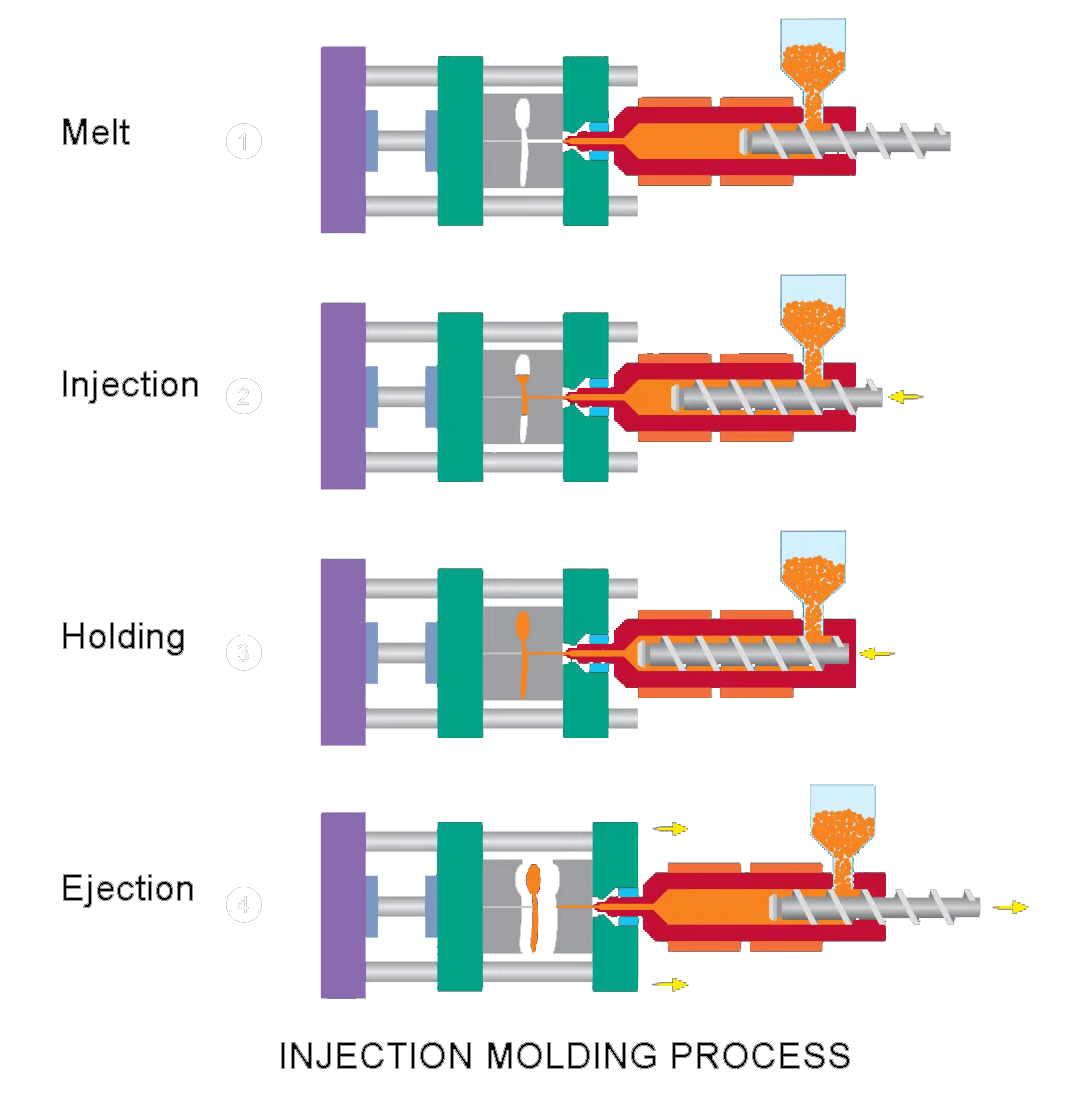
1.Melting
The heated barrel and rotating screw is fed with material from the hopper.
By heat, friction, and shear force, the material melted by the rotation of the screw is forced through a check valve to the front.
2.Injection
The screw is forced forward from the back end by a hydraulic ram after having been moved forward by the shot of material at the front.
3.Cooling
The tool remains closed until the plastic has completely cooled and hardened in the mould tool cavity. This is usually the longest portion of the injection moulding process.
4.Ejection
The next moulding is performed by back-moving the screw. The tool opens and the plastic part is ejected. Next, the tool closes, and the injection molding process is repeated at 1.
The cooling process occurs simultaneously with packing, holding pressure, and filling processes.
Filling
The molding material is introduced into the injection machine cylinder into which heating tapes are inserted. The screw moves the plastic pellets into the cylinder in a circular motion, melting into plastic and becoming plasticized.
In the screw antechamber is melted plastic material, which is an amount measured equal to the amount of plastic needed for one injection molding cycle. The filling process begins after the plastic has reached the appropriate temperature to achieve shrinkage balance, and pressurization is applied to the process.
The following parameters are very important, especially the cylinder temperature, screw rotation numbers, holding pressure, packing pressure, back pressure, filling time, and the screw return cycle (decompression).
- –The cylinder temperature is affected by the material selected. PMMA and PA 66 are heated to 270 degrees, while PE and PP are heated to 180 degrees. Each plastic type has a specified temperature for its application. The number of screw revolutions determines the rotation per minute. The filling time can be decreased, but if the speed is too high, the friction (shear of the material) may be too significant, and this can cause the material to be compromised.
- -Backpressure: it is the hydraulic pressure used to run the filling process. A correct back pressure setting guarantees a better mix of the materials while guaranteeing uniform material delivery.
- -Filling time is the total amount of time it takes to fill up and tighten the threads followed by decompression, if that makes sense. Generally, it is recommended that the filling time be shorter than the cooling time.
- -A screw return system is used to return the screw to its original working position after filling. This increases the pressure in the screw-antechamber and the hot-runner, thereby reducing the possibility of leakage once the melted plastic has been discharged into the mould.
- -Packing pressure is the pressure required to fill the part and maintain an optimal temperature totally.
- -Holding pressure is applied to the material by lowering the screw speed, which then holds the pressure in place until the gate freezes. Holding pressure is maintained until the gate freezes.
Injection
The injection process involves the plasticization of the mold cavity by injecting melted plastic into the mold under high pressure by driving a forward trajectory of the screw.
Important Parameters: injecting speed, injecting pressure, injecting time.
The speed setting of the injection machine is determined by the plastic material and the mould design. The speed setting can be used to control the surface finishing, the filling, the orientation and the shrinkage of the plastic product.
The resin requirements for injection moulds are defined by viscosity, reinforcement, and other material additions such as colorants. Care must be taken when using high injection pressures when the mould contains parts with small cross-sections since high shear speed can overcure the plastic.
The injected screw speed is the only thing that is controlled with the injected injection speed since the material speed inside the mould is much higher than the screw speed (the smaller the cross-section, the higher the speed).
A machine’s injection pressure is a function of its injection speed, as the electronic controls automatically determine the necessary hydraulic pressure based on the injection speed. On older machines, the hydraulic pressure could be individually controlled.
-Injection time is the time needed to inject the melted plastic. It can be used as a general guideline, where the after-pressure is to be manually adjusted (unfavorable because it is not constant).
Packing Pressure
After the injection process, the packing pressure is initiated to offset the shrinkage of the cooling component.
Important Parameters: packing pressure elevation, packing pressure time
-Packing pressure is the amount of pressure higher than the injection pressure required in order for the after-cycle to work (usually about 30 to 50% of the injection pressure, semicrystalline plastics shrink away from the injection pressure faster than amorphous plastics).
The duration of packing pressure is the time during which packing pressure is applied.
Holding pressure
Holding pressure is applied after the packing pressure phase occurs while the cooling part’s gate freeze occurs.
Important Parameters: holding pressure elevation, holding pressure time
-The final pressure in the packing pressure phase is the holding pressure elevation. At this point, the screw stops, and the pressure of packing is maintained.
-Holding pressure time is the amount of time required to reach the gate freeze, which is the temperature at which plastic melts. If the screw is moved back before gate freeze, the loss of pressure results in the plastic melt flowing out of the mold and will result in an incorrect fill.
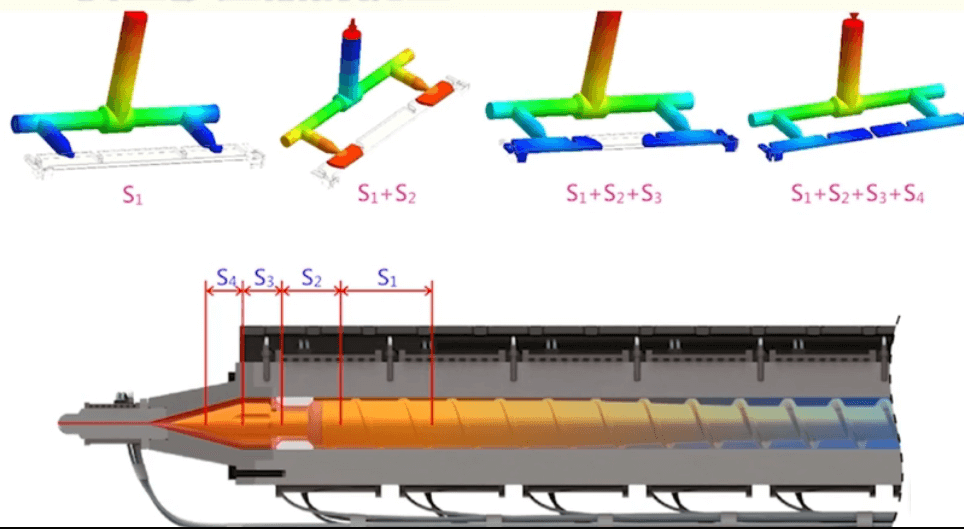
Freezing – The Cooling Process
Melted plastic begins cooling inside the mold after injection. The mold is typically built with cooling channels, through which coolant liquid can be circulated to remove heat from around the part. The cooling time required depends on the wall thickness; the thickness of the plastic part will determine the length of the cooling process.
The overall cycle time may be determined by both the thickness of the part and the cooling design.
A very simplified cooling calculation is
Tk = 2 x S²
Tk = cooling time S= biggest wall thickness
A more accurate cooling analysis can be performed with advanced calculations or simulations (MoldFlow, CadMould).
The parts must reach the required strength, shape consistency, and level of strength during the cooling phase before they can be de-molded. During the cooling phase, the filler unit (aggregate) preps the batch for the next machining operation.
A separate factor that influences cooling time is when the gate freezes. Good shape consistency of a part can only be guaranteed once the gate freeze point is reached since the shrinkage is lost in the process.
The gate may still need to be cooled further after it freezes.
Ejection
The ejection method must be tailored to the shape of the molded parts to avoid damaged products. In general, shrinkage on the mold cores is detrimental to mold release. Large ejection areas uniformly distributed over the molding are recommended to prevent deformation.
When no special ejection requirements have been established, the standard ejector pin can be utilized. For cylindrical components such as bosses, a sleeve ejector is used to ensure uniform ejection.
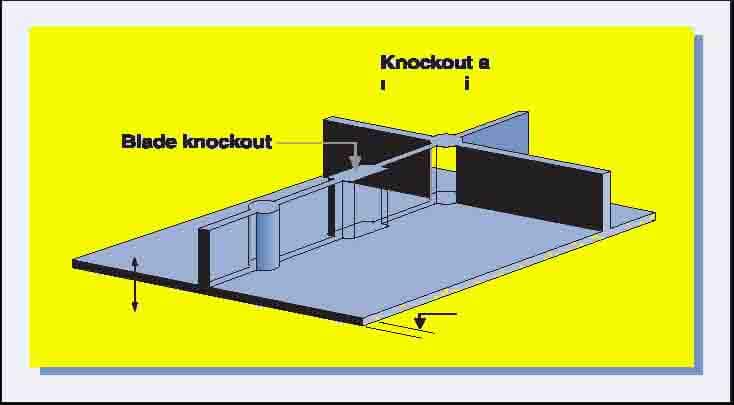
Blade ejectors are often problematic because they damage parts often, the plastic part can be damaged easily, and the injection mold requires a lot of maintenance. They are most commonly used with ribbed parts.
Under certain conditions, a centrally located ejector may be used together with an air valve insert. A high-gloss surface may impede mold release because it can cause a vacuum between the capillary wall and the mold.
The vacuum can be broken by introducing an air introducing mechanism.
When ejector pins and valves fail to operate effectively, a stripper plate or ring may be used. A chain or return pin is often used to operate the stripper plate.
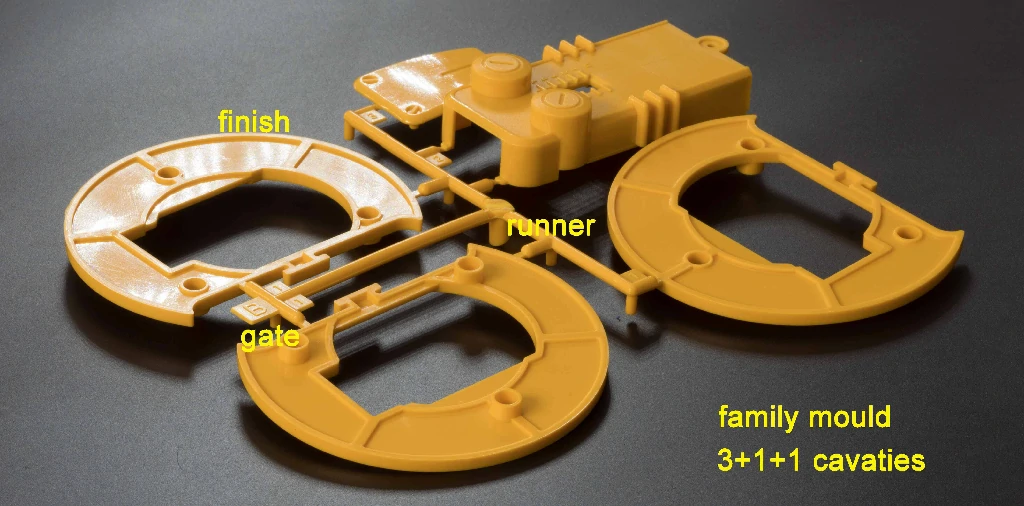
Three-plate molds feature two parting lines when multiple cavities are formed or when multiple gates must be built. Parts are pulled away from the runners at the beginning of the opening stage of a three-plate mold.
The force required to eject a part could be calculated using the opening stroke of the mold to determine the minimum opening stroke required to remove the part.
Injection molding design tips

It is possible to make simple to extremely complicated injection molded plastic parts, as well as millions of identical items, thanks to the scalability and uniformity of the process. Tool building and maintenance are expensive, and changing tools is a challenge.
Injection molded parts: maximize their benefits
- Consistency is key. Make sure your walls are the same thickness throughout your part. Walls should be 2-3mm thick on average. Standard injection molding processes recommend a minimum of 1mm and a maximum of 4mm.
- Smooth trumps sharp. Smooth out wall transitions whenever possible.
- Draft. A draft angle can cause design challenges in your part. Adding a draft angle to your faces is helpful for releasing the part from the tool, but it can also cause problems, specifically with mate parts. On untextured core surfaces and at least three degrees on textured cavity surfaces, a minimum draft angle of one degree is recommended.
- If possible, stay away from surfaces with zero draft. In the case of a zero-draft area, you should aim to limit it to just a portion of the face, rather than the entire surface.
- Keep it simple. Attempt to prevent undercutting (forming an area that cannot be shaped simply by opening and closing the tool). When simple won’t work, lifter and slides allow features to be formed that are undercuts in the main pull direction. If so, leave at least 2 to 3 times the width of the feature to allow the lifter or slide to travel.
- Flow from thick to thin. Plastic will flow through features better if it flows from thicker to thinner walls beginning at the gate (where the plastic flows into the part to fill it).
- It is bad to have sinks (densities on surfaces caused by thicker sections of plastic slowing down as they cool). It is important to follow these guidelines in order to minimize or eliminate the appearance of blemishes on cosmetic surfaces:
- Make sure that important cosmetic surfaces do not have gates, ribs, screw bosses, etc. on the backside;
- There should be three times less rib height than wall thickness;
- 60% or less of the wall thickness should be used for rib bases.
- Territories are defined by datums. To establish the interface and interaction between parts, use datums (features that serve as reference points for the parts). When a design intent is matched to a datum structure, a product can function properly.
- There is nothing wrong with interrogation. In DFM (Design for Manufacturing) reports, the molder communicates his understanding of the design, especially in regards to pin locations, gate locations, and parting lines (which could affect how parts interact). Interrogate the design by using inspection reports.
- Create prototypes often and early. Present prototyping techniques, including 3D printing, can reduce material costs by allowing components, and/or the entire part, to be modeled in advance of building expensive tooling.
injection molding troubleshooting
| PROBLEM | REASON |
|---|---|
| 1. Short shot | The plastic parts made by plastic injection molding companies have irregular and incomplete edges. It usually occurs at the farthest point of the gate, the roots of thin and long ribs. |
| 2, Shrinkage | Occasionally, a place 1. when the material thickness is uneven, 2. thick section of injection molded part, 3. boss and rib section. Due to shrinkage, the plastic parts develop dent, uneven, and wavy under low light |
| 3, Flash | A part edge with an extra thin layer of plastic is often found in the following locations 1. Parting line; 2. Moving core; 3. Ejector pin position, boss position, hole position, snap location |
| 4. Bubbles | The bubbles on the plastic surface are of a different color from the surrounding colors and are typical 1. bubbles caused by gas, air, and water-gas that are not released in time. 2. bubbles caused by shrinkage. The bubbles in the transparent part are particularly distinct. |
| 5. Weld line | When multiple molten flow fronts coincide with each other, a deep weld mark appears on the surface of a plastic part. This most commonly occurs at the confluence of multiple molten flow fronts. |
| 6, Burning | it is not a flat surface. It is usually dark or black spots; usually, they are found in sections where it is difficult to fill and trap the gas easily. |
| 7, Black spots | black impurities are evident on the surface of the plastic parts, mainly caused by the use of mixed materials. |
| 8. Discoloration | The slight difference in color between the actual plastic part and its required color is very apparent, and it is generally because the pigment is incorrect, the mix ratio is incorrect, or the mold is set at the wrong temperature. |
| 9. Wrinkles | The plastic parts show wavy lines on the surface caused by the cooling of the resin flowing. |
| 10. Deformation | The plastic parts have distortions, undulations, curves, and this is particularly common in the bosses, ribs, and round-shaped injection parts. These are especially common to PP injection molding. |
| 11. Wrong materials | In contrast to the specified materials, the one here can be identified by checking out the packaging label, the density, the burning continuity, the color of the flame, the color of the smoke, and the length of flames. |
| 12. Stick to the mold | Incomplete plastic part staying in the cavity, in contrast to short-shot, or due to the lack of designing the mold ejector system, the plastic part is hard to be ejected from the cavity, generally in thin-walled areas, bosses, and snaps. |
| 13. Scratch | The surface of the plastic parts rub against the surface of the cavity during the ejection so that a lot of them have scratches on the surface. |
| 14, Over-flow | It is caused generally by cavity damage and occurs on the active section, bosses, ejector pins, and parting surface. |
Plastic Injection Molding press
Injection molding machines come in two varieties: electric and hydraulic. Hydraulic machines have traditionally been the most popular. In recent years, electric presses have gained popularity. Electric presses use a great deal less energy and can be re-used nearly 100% of the time. A hydraulic press is typically 30% more expensive than an all-electric press, but the cost gap is closing due to higher demand. As more injection molding companies make the switch to remain competitive, hydraulic machines may become a thing of the past.
The tonnage ranges from less than 10 tons to 6000 tons for injection molding machines. A tonnage is the power that the machine is able to exert to keep the core and cavity of the mold closed as it is being molded. The clamp force required for a given part depends on its projected area.
pros and cons of Plastic Injection Molding
We all know that plastics play an integral role in everyday life (and yes, even though we say it, we do advocate a sustainable and effective use of plastics). Injection molding introduced a new way to produce plastics in this industry. Using this technique, a variety of plastic products can be produced in an easy and cost-efficient manner.
pros:
Exactness
The plastic molding process is accurate and can be used to manufacture almost any type of part. Using the process, it is possible to obtain any shapes with complex geometries, due to its efficiency and its practicality. This process also allows for the production of parts with complex geometries. In addition, it can be used to produce large quantities of items, which makes it suitable for mass production.
Quick process
Injection molding is more convenient and faster than traditional molding techniques. It takes 15 to 20 seconds for the cycle of production to complete. Injection molding materials differ in their structure, which affects the speed of work.Injection molding is a continuous process, which allows for the manufacture of large quantities of products in a short time. This is especially useful when dealing with high-demand products.
Cost-effectiveness
Injection molding is usually automatic, so it minimizes supervisory costs. It also keeps production moving forward while maximizing efficiency.Rather than hiring multiple people for different tasks, you could train one of your employees to use the machine.
The injection molding process is inexpensive compared to other types of processes that use metal molds or dies. This makes it ideal for small businesses and startups who want to save on costs while still producing high-quality products.
Sustainability
From an environmental perspective, it is vital that injection molding manufacturers weigh the positives and negatives of their production. In addition to being practical, plastic moulding is also a sustainable method of reducing environmental impacts. Unlike a new product, injection molding uses a limited amount of resources and focuses more on recycling.
Versatility
Over the last couple of years, injection molding techniques have become a lot more sophisticated. Technological and machine options are plentiful. The good thing about injection molding is that it is common throughout the world, so if something goes wrong, it is easy to fix.
Injection molding is a very versatile process. It can be used to make almost anything that you can think of—from small plastic parts for electronic devices to large components for cars and trucks. The only limitations are those of the injection molding machine itself and the material being molded. Machines come in all shapes and sizes, from tabletop models that can produce products as small as a cellphone case, up to huge industrial machines capable of making everything from car seats to airplane wings.
cons:
There is a normal perception that injection molding method is the only suitable and price efficient method for the production of plastic components for mass production. In reality, plastic molding does have many drawbacks that should be seriously considered before making any final decision.
Tooling and press Costs
Injection molding is an expensive process for setup. You have to pay for the injection molding machine, as well as the raw material costs.
Tooling costs are one of the largest expenses in injection molded products. The cost of making molds can be very expensive due to their complexity and the high quality required for them. In addition to tooling costs, there are also maintenance costs which include repairing or replacing broken tools or worn out molds which can be quite costly.
time consuming
Injection molding is a time-consuming process. Not only does it take weeks or months to design your injection molds, but the actual injection molding process itself can take anywhere from three to seven days.
skilled labor
One of the most important elements in producing a quality plastic product is precision and accuracy. To ensure these qualities, it requires precision, accuracy and skilled labor to produce a quality product. In order to produce a high-quality injection molded product, businesses must take these factors into account and make sure that their plastic products have the desired results.
Manufacturing defects
Injection molding is one of the most accurate processes available, but it can also be inaccurate. This inaccuracy can lead to manufacturing defects, which can cost companies money and time. It is important for companies to be aware of these defects so they can correct them before they cause any damage.
hard to recycle and dispose
Injection molding is an unsustainable process that leads to waste and pollution. As a result, injection molders have a responsibility to ensure that their products are being recycled effectively. This can be difficult because it requires coordination between multiple parties: the company that makes the product, the company who sells it and consumers who use it once they purchase it. Many companies don’t take this responsibility seriously enough, which leads to plastic pollution across our planet.
It’s difficult to recycle injection molded parts due to their complex shapes and sizes that require specialized machinery to handle them properly. Also, because these parts are made from multiple materials (plastic, metal or rubber), they require different types of recycling processes — making them even more difficult to recycle effectively than other types of plastic waste materials such as bottles or bags.”
The 6 Different Types of Plastic Molding
There are several different types of plastic molding, each with its own unique characteristics and benefits. Here are six common types of plastic molding:
- Injection molding: This is a common method of producing large quantities of plastic parts. It involves injecting molten plastic into a mold cavity, where it cools and solidifies into the desired shape. Injection molding is fast and efficient, and it can produce highly precise and consistent parts.
- Blow molding: This process is used to produce hollow plastic parts, such as bottles and containers. It involves heating plastic until it is pliable, then using air pressure to blow it into a mold cavity. Blow molding is often used for large, complex parts with thin walls.
- Extrusion molding: In this process, plastic is melted and forced through a die to create a continuous shape, such as a pipe or a sheet. The resulting shape is then cut to the desired length. Extrusion molding is often used for products with a constant cross-section, such as pipes and tubes.
- Thermoforming: This process involves heating a sheet of plastic until it is pliable, then forming it over a mold using vacuum pressure. Thermoforming is used to produce a wide range of products, including cups, trays, and packaging materials.
- Rotational molding: In this process, a mold is filled with powdered plastic and then rotated in an oven to distribute the plastic evenly. The mold is then cooled, and the resulting part is removed. Rotational molding is often used for large, hollow parts with complex shapes.
- Compression molding: This process involves heating a plastic charge and pressing it into a mold cavity under high pressure. Compression molding is typically used for medium- to high-volume production of parts with simple shapes and uniform wall thicknesses.