
PLA biodégradable pour moulage par injection -China Topworks
Topworks est une entreprise fiable Entreprise de moulage par injection de PLA en Chine. Forts de nos années d'expérience, nous sommes en mesure de fournir des produits et des services de haute qualité qui répondent à vos besoins.
Nos services de surmoulage sont adaptés à vos besoins spécifiques et nous vous proposons un large éventail d'options.
En tant que partenaire, nous nous réjouissons de travailler avec vous. Nous sommes en mesure de concevoir, de fabriquer et de distribuer des produits PLA moulés par injection à des coûts compétitifs au niveau international et en respectant les normes de qualité les plus strictes.
C'est pourquoi nous proposons une gamme de services d'outillage, de fabrication et d'expédition afin de concrétiser votre concept de moulage par injection de PLA biodégradable.
"Je suis heureux de vous informer que toutes les pièces en plastique sont parfaites ! !! Nous sommes ravis, et il y a donc de bonnes chances de poursuivre notre relation pour tout nouveau projet à venir."

CRISTIANO
ITALIE
"Steven est un chef de projet et un ingénieur très soucieux des détails, capable de résoudre les problèmes de manière créative et offrant également un excellent service. Ce fut un plaisir de travailler avec lui."
DAVID
ÉTATS-UNIS
Que vous travailliez avec des copies de pièces moulées par injection en PLA déjà en cours ou que vous soyez encore en train de développer votre produit moulé en PLA, notre processus rationalisera le cycle de vie de votre produit à chaque étape.
Avantages du moulage par injection de PLA Topworks
- Longue durée de vie et sécurité d'utilisation
- Diversité des traitements disponibles
- Livraison rapide
- Moulage par injection de plastique PLA sur commande
- Un service unique, du devis à la livraison, comprenant la conception, la fabrication et l'échantillonnage.
Qu'est-ce que le moulage par injection ?
PLA(Acide polylactique) est un plastique naturel fabriqué à partir d'amidon de maïs qui a un fort pouvoir hygroscopique et absorbe facilement l'eau contenue dans l'air. Le PLA est un matériau idéal pour les moulage par injection de thermoplastiquesLe PLA peut être utilisé pour la fabrication de pièces moulées, l'extrusion, les films, l'impression 3D et presque tous les processus associés à la fabrication de composants thermoplastiques en raison de sa capacité à se décomposer et à se régénérer naturellement. Différentes industries peuvent utiliser les plastiques PLA pour fabriquer des pièces moulées en PLA pour de nombreuses applications différentes.
Topworks peut optimiser votre conception pour réaliser des économies ou assurer la compatibilité en optimisant votre conception avant l'outillage. Les clients sont invités à fournir des fichiers 3D
Topworks peut utiliser la commande numérique par ordinateur (CNC) pour produire un prototype usiné ou une impression 3D que vous pouvez voir et toucher pour valider la conception de votre pièce.
Au cours de cette étape, votre fiche d'information sur l'outillage est utilisée pour concevoir l'outil.
La précision de la conception de l'outil est validée.
L'outil est fabriqué avec précision selon la conception validée à l'aide de la commande numérique par ordinateur (CNC) et de l'usinage par électroérosion (EDM) ...
Les premiers tirs d'essai seront envoyés par courrier peu après la réalisation des moules d'injection. Une fois envoyés, ils arrivent généralement en 2 à 5 jours.
À ce stade, Topworks apporte toutes les modifications nécessaires à l'outil pour le rendre conforme aux spécifications approuvées. Topworks effectue gratuitement toutes les modifications nécessaires (à l'exception des modifications de conception, qui sont toujours facturées).
C'est à ce stade qu'intervient le processus de texturation, qui est généralement la dernière étape avant la production en série.
Côté Topworks
À ce stade, l'outil est remis au client ou prêt pour le moulage par injection.
Le moulage par injection de PLA présente plusieurs avantages
- Dégradable par les micro-organismes, impact minimal sur l'environnement après utilisation
- Excellentes propriétés mécaniques et physico-chimiques
- Facile à traiter, utile et adapté au moulage par soufflage, au traitement par fusion et à une variété d'autres processus.
- Compatible et dégradable
- Glamour et transparence
- Résistance supérieure à la traction et à la ductilité
- Perméance à l'air et à l'oxygène

Application du moulage par injection PLA
Le service de moulage PLA comprend des produits tels que
- l'emballage alimentaire,
- les boîtes à lunch des fast-foods,
- les tissus non tissés,
- tissus industriels,
- tissus de soins de santé,
- des torchons,
- les produits sanitaires,
- tissus extérieurs résistants aux UV,
- toiles de tente,
- tapis de sol, etc.

Dans le domaine médical, le PLA pour moulage par injection de Chine est également largement utilisé pour des dispositifs tels que les équipements de perfusion jetables, les sutures chirurgicales détachables et les agents d'emballage à libération lente pour les médicaments.
Le PLA est synthétisé à partir d'amidons, de sucres et d'autres matériaux de la biomasse lorsqu'ils sont chimiquement convertis et polymérisés avec de l'acide lactique. Moulage par injection Le PLA dérivé des bio-ressources peut être transformé par thermoplastie en produits hautement transparents pour remplacer les produits jetables conventionnels et atténuer la pénurie de pétrole.
Les plastiques fabriqués à partir de PLA sont les premiers polymères de base fabriqués à partir de ressources renouvelables chaque année. Selon la Food and Drug Administration des États-Unis, il s'agit d'un matériau généralement reconnu comme sûr (GRAS) pour toutes les applications d'emballage alimentaire. En plus d'être non toxique, non irritant, très résistant et facile à traiter et à mouler, le PLA est également biocompatible. Le PLA fond à 160-180 degrés et peut résister à des températures allant jusqu'à 150 degrés. Le moulage par injection, le moussage et les moulage par soufflage peut être réalisé avec le PLA, mais sa résistance n'est pas suffisante. Le PLA possède les meilleures propriétés mécaniques et la meilleure thermostabilité de tous les polymères.
Comment fonctionne l'acide polylactique et qu'est-ce qui le rend populaire ?
L'acide polylactique est disponible sous plusieurs formes, notamment le PLLA racémique, le PLLA ordinaire, le PDLA et le PDLLA. Leurs caractéristiques sont quelque peu différentes, mais elles partagent une caractéristique similaire : elles sont dérivées de l'acide lactique, une ressource renouvelable (contrairement aux plastiques conventionnels, qui proviennent du pétrole).
Dans la recherche d'un plastique rentable et non pétrolier, la production de PLA représente une approche populaire. La nature polyvalente du PLA et sa décomposition naturelle en font un bioplastique intéressant. Si une bouteille en PLA est laissée dans l'océan pendant 5 à 18 mois, elle se dégrade généralement.
C'est vraiment remarquable par rapport aux plastiques conventionnels, qui peuvent se dégrader en l'espace de quelques centaines à quelques milliers d'années dans le même environnement. En résumé, le PLA a un fort potentiel d'utilisation dans des applications à courte durée de vie où la biodégradabilité est fortement souhaitée (par exemple, une bouteille d'eau en plastique ou un récipient pour fruits et légumes). Malgré sa capacité à se dégrader au fil du temps lorsqu'il est exposé aux éléments, le PLA est extrêmement robuste dans toute application typique (par exemple, en tant que pièce électronique en plastique).
L'équipement de moulage par injection conventionnel peut être utilisé pour traiter le PLA. Lors de la transformation du PLA, il convient d'utiliser un cylindre dont le poids est au moins trois à cinq fois supérieur à celui de la grenaille, une vis ayant un rapport L/D d'au moins 20:1 et, le cas échéant, des canaux chauds à faible cisaillement dans le moule afin d'éviter ou de réduire la dégradation.
Le matériau injecté est refroidi dès que possible dans un moule froid, ce qui produit un PLA amorphe. Lorsqu'un produit en PLA a une plus grande résistance à la température, la température du moule doit être réglée à 90-100°C, ce qui permet au matériau de cristalliser pendant le refroidissement et d'obtenir une structure semi-cristalline. Le temps nécessaire pour atteindre une cristallinité maximale dans un moule pendant la phase de cristallisation dépend de la formulation du PLA, de la température du moule et de la conception de la pièce, mais il est généralement plus long que le temps nécessaire pour refroidir le PLA dans un moule froid. Les produits semi-cristallins sont donc soumis à des cycles plus longs. À 100 °C, le produit devient suffisamment rigide pour être éjecté du moule sans se déformer en raison de sa structure semi-cristalline. Si le produit est encore un peu souple, il n'a pas encore atteint la température de transition vitreuse du PLA, qui est d'environ 55°C.
Optimisation des temps de cycle pour le moulage par injection PLA
L'utilisation de la bonne température du moule est essentielle pour obtenir le temps de cycle le plus court, en particulier pour les produits semi-cristallins. La température du moule doit donc être mesurée à différents endroits à l'aide d'un thermocouple interne ou externe. Si la température du chauffage du moule (retour) se situe dans la plage appropriée, la température du moule peut encore ne pas être correcte en raison des pertes de chaleur. Il est important de s'assurer que le produit semi-cristallin ou amorphe n'est pas déformé après l'éjection du moule.
La bande transporteuse et la boîte de collecte doivent être adaptées à cet usage. Contrairement au processus de refroidissement d'une matière fondue à une température inférieure à la température de transition vitreuse, la cristallisation du PLA est un processus plus lent. Dans le cas des produits à parois minces, les temps de cycle peuvent être plus longs pour les matériaux cristallisés que pour les matériaux amorphes.
Pour les produits à parois plus épaisses, le temps de refroidissement est plus long que le temps de cristallisation. Par conséquent, le temps de cristallisation n'est plus un facteur déterminant du taux de cristallisation.
Moulage par injection Conception de moules en PLA
Les moules sont toujours optimisés pour certains polymères et ajustés pour produire des pièces. Les moules pour PLA doivent également être ajustés. Pour éviter la dégradation du matériau PLA, vous devez utiliser un système de canaux chauds à faible cisaillement, sans zones mortes dans le collecteur ou la buse. Il convient d'utiliser une buse à canal ouvert chauffée de l'extérieur pour éviter que le PLA ne se coince dans la buse et ne provoque des lignes d'écoulement sur le produit, ce qui peut se produire avec une buse chauffée de l'intérieur.
Contrairement à un canal chaud, une carotte doit avoir un angle de dépouille supérieur à 6° pendant le processus d'injection afin d'éviter le collage de la carotte lors de l'ouverture du moule. La hauteur maximale de la carotte est ainsi réduite. Dans le cas contraire, la carotte devient trop épaisse, ce qui entraîne un refroidissement ou une cristallisation trop rapide, prolongeant ainsi la durée du processus. Les parois de la carotte doivent toujours être plus fines que les parois maximales du produit. Le PLA devrait cristalliser dans un moule lorsqu'il est utilisé avec des matériaux à haute température. Les matériaux amorphes ne peuvent être formés que par des polymères, le reste demeurant à l'état semi-cristallin.
Par conséquent, le produit sera légèrement flexible lorsqu'il sera éjecté du moule.
Lorsque l'angle de tirage du produit est augmenté, que suffisamment de goupilles d'éjection sont installées et que la surface d'éjection est suffisante, le produit ne se déformera pas lors de l'éjection.
L'injection du PLA dans le moule se fait sous haute pression. Le PLA est très visqueux. Un système de ventilation défectueux peut entraîner des flashs (mineurs) sur le produit. Au départ, il convient de ne procéder qu'à une ventilation minimale et d'ouvrir la machine (retirer l'acier) au fur et à mesure que cela s'avère nécessaire. Les moules qui ne sont pas remplis ou les zones de matériau PLA qui sont brûlées près des points d'aération indiquent une aération insuffisante et doivent être augmentés.
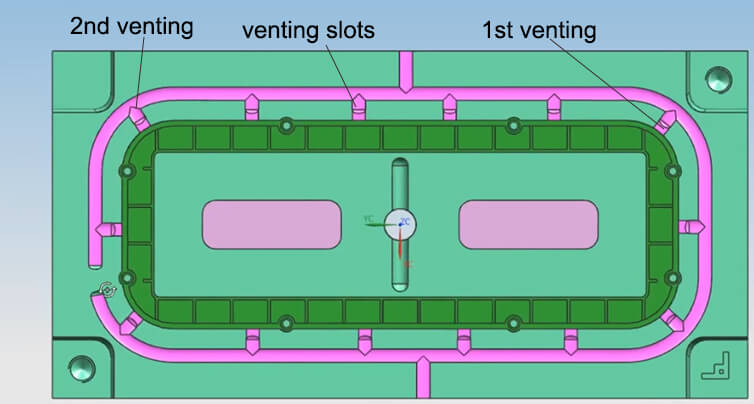
Un matériau rigide comme le PLA peut donner lieu à des éclats brusques. La ventilation doit être conçue de manière à être proche de l'endroit où elle est nécessaire, tout en veillant à ce qu'elle n'ait pas lieu là où les flashs sont interdits. Les produits en PLA résistant à la chaleur nécessitent une cristallisation plus importante dans le moule et se rétractent donc davantage que les produits en PLA standard.
Pour les produits en PLA dont les spécifications dimensionnelles sont strictes, les concepteurs doivent en tenir compte lors de l'élaboration des moules. Créez un moule de manière à ce que l'acier puisse être retiré à tout endroit où il est nécessaire après le premier essai de moulage par injection reproductible.
| Enjeu | Description |
|---|---|
| Coup court | Les pièces en plastique fabriquées par les entreprises de moulage par injection de plastique présentent des bords irréguliers et incomplets. Cela se produit généralement au point le plus éloigné de la porte, à la racine des nervures fines et longues. |
| Rétrécissement | Occasionnellement, un endroit : 1. lorsque l'épaisseur du matériau est inégale, 2. la section épaisse de la pièce moulée par injection, 3. la section des bossages et des nervures. Sous l'effet de la rétraction, les pièces en plastique présentent des bosses, des irrégularités et des ondulations sous un éclairage faible. |
| Flash | Un bord de pièce avec une couche extra fine de plastique se trouve souvent aux endroits suivants : 1. Ligne de séparation ; 2. noyau mobile ; 3. position de la goupille d'éjection, position du bossage, position du trou, emplacement de l'encliquetage. |
| Bulles | Les bulles sur la surface du plastique sont d'une couleur différente des couleurs environnantes et sont typiques : 1. des bulles causées par du gaz, de l'air et de l'eau-gaz qui ne sont pas libérées à temps ; 2. des bulles causées par le rétrécissement. Les bulles dans la partie transparente sont particulièrement distinctes. |
| Ligne de soudure | Lorsque plusieurs fronts d'écoulement en fusion coïncident, une marque de soudure profonde apparaît à la surface d'une pièce en plastique. Ce phénomène se produit le plus souvent à la confluence de plusieurs fronts d'écoulement en fusion. |
| Brûlage | Il ne s'agit pas d'une surface plane. Il s'agit généralement de taches sombres ou noires ; on les trouve habituellement dans les sections où il est difficile de remplir et de piéger facilement le gaz. |
| Taches noires | Des impuretés noires apparaissent à la surface des pièces en plastique, principalement dues à l'utilisation de matériaux mélangés. |
| Décoloration | La légère différence de couleur entre la pièce plastique réelle et la couleur requise est très apparente, et elle est généralement due au fait que le pigment est incorrect, que le rapport de mélange est incorrect ou que le moule n'est pas réglé à la bonne température. |
| Rides | Les pièces en plastique présentent des lignes ondulées à la surface, dues au refroidissement de la résine qui s'écoule. |
| Déformation | Les pièces en plastique présentent des déformations, des ondulations, des courbes, et cela est particulièrement fréquent dans les bossages, les nervures et les pièces d'injection de forme ronde. Ces phénomènes sont particulièrement fréquents dans le cas du moulage par injection de PP. |