China's Best Polycarbonate Injection Molding - Livraison rapide, petites commandes
Table des matières
Vous avez besoin de pièces en polycarbonate de qualité, mais vous ne voulez pas subir les inconvénients et les coûts des méthodes de moulage traditionnelles.
Vous avez essayé d'autres méthodes, mais elles ne sont pas à la hauteur.
Grâce à nos services de moulage par injection de polycarbonate, vous obtiendrez les pièces de haute qualité dont vous avez besoin, sans tracas ni dépenses.







Vous souhaitez trouver un fabricant et un concepteur spécialisé dans les domaines suivants moulage par injection de polycarbonates à la fois fiable et rentable (aussi peu que $ 0,5 dans certains cas) ?
Si vous recherchez une entreprise de moulage de polycarbonate en Chine, Topworks Plastic Mold peut vous aider.
Nous sommes en activité depuis plus de 10 ans et possédons une expertise inégalée dans le domaine de la conception, de l'outillage et de la fabrication de produits de moulage par injection en polycarbonate d'une épaisseur de paroi supérieure à des prix compétitifs.
Nous sommes l'une des rares entreprises spécialisées dans la création, la fabrication et la livraison de pièces moulées en polycarbonate (PC), du concept à la réalité, grâce à notre expérience. Notre gamme complète de services de moulage par injection de PC nous permet de garantir le plus haut niveau de qualité et de précision pour tous nos produits. Nous nous efforçons de dépasser les attentes et de garantir la satisfaction pour chaque projet que nous entreprenons.
Les outils et les pièces de moulage par injection en polycarbonate, visuellement étonnants et sans défaut, sont adoptés pour tout, des tableaux de bord d'automobiles aux pales d'éoliennes.
Nos services : Conception optique, fabrication de moules optiques de précision, Moulage par injection optiqueet le revêtement optique.
Nos procédés simplifient chaque étape du processus de moulage par injection des polycarbonates, qu'il s'agisse d'un concept ou d'un travail en cours.
"Je suis heureux de vous informer que toutes les pièces en plastique sont parfaites ! !! Nous sommes ravis, et il y a donc de bonnes chances de poursuivre notre relation pour tout nouveau projet à venir."

CRISTIANO
ITALIE
"Steven est un chef de projet et un ingénieur très soucieux des détails, capable de résoudre les problèmes de manière créative et offrant également un excellent service. Ce fut un plaisir de travailler avec lui."
DAVID
ÉTATS-UNIS
Notre moulage par injection de polycarbonates:
- Pièces détachées automobiles
- Instruments médicaux
- Aérospatiale
- Domaine de l'emballage
- Appareils électroniques
- lentille optique
- Eclairage LED
Nos gammes de produits :
- Lentilles condensatrices asphériques,
- lentilles asphériques à polissage par le feu,
- filtres optiques en verre,
- les lentilles achromatiques,
- de grandes lentilles optiques,
- rétroviseurs frontaux,
- prismes,
- lentille cylindrique.
- Lentilles plates,
- convexe,
- concave,
- Miroir en nid d'abeille,
- Lentilles de Fresnel ;
Topworks peut optimiser votre conception pour réaliser des économies ou assurer la compatibilité en optimisant votre conception avant l'outillage. Les clients sont invités à fournir des fichiers 3D
Topworks peut utiliser la commande numérique par ordinateur (CNC) pour produire un prototype usiné ou une impression 3D que vous pouvez voir et toucher pour valider la conception de votre pièce.
Au cours de cette étape, votre fiche d'information sur l'outillage est utilisée pour concevoir l'outil.
La précision de la conception de l'outil est validée.
L'outil est fabriqué avec précision selon la conception validée à l'aide de la commande numérique par ordinateur (CNC) et de l'usinage par électroérosion (EDM) ...
Les premiers tirs d'essai seront envoyés par courrier peu après la réalisation des moules d'injection. Une fois envoyés, ils arrivent généralement en 2 à 5 jours.
À ce stade, Topworks apporte toutes les modifications nécessaires à l'outil pour le rendre conforme aux spécifications approuvées. Topworks effectue gratuitement toutes les modifications nécessaires (à l'exception des modifications de conception, qui sont toujours facturées).
C'est à ce stade qu'intervient le processus de texturation, qui est généralement la dernière étape avant la production en série.
Côté Topworks
À ce stade, l'outil est remis au client ou prêt pour le moulage par injection.
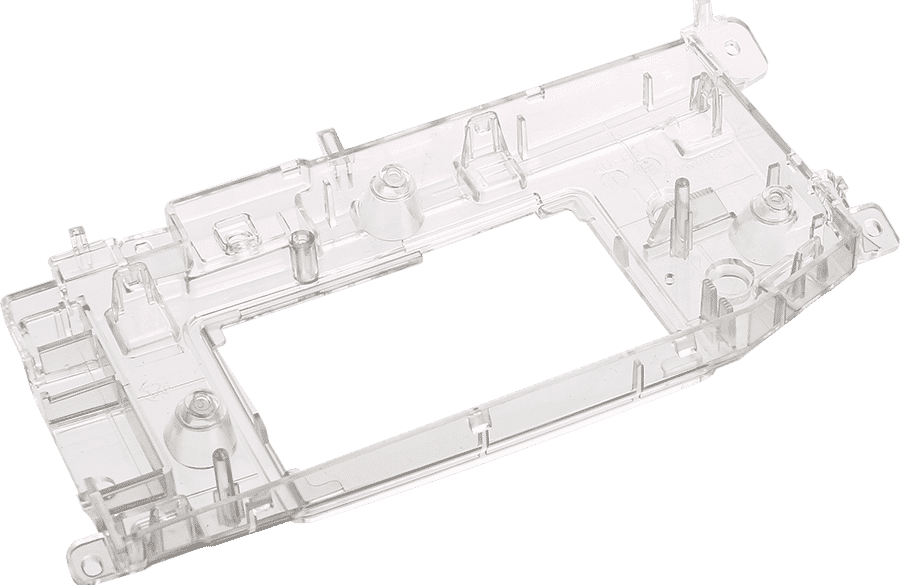
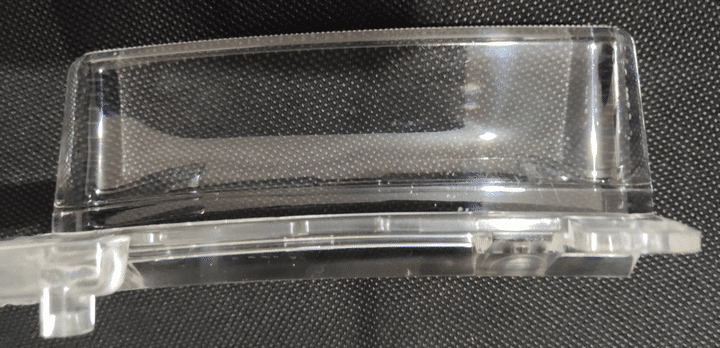
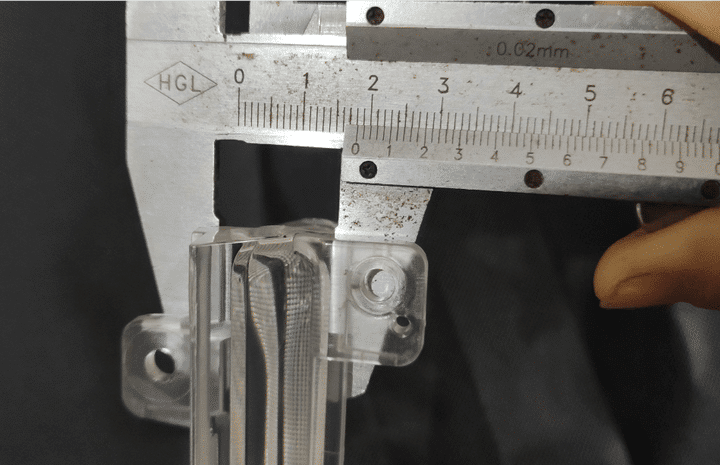
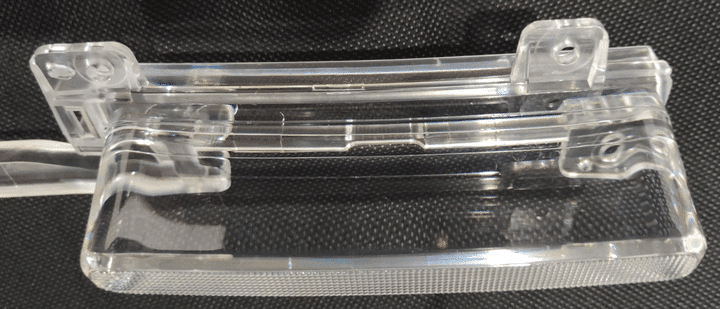
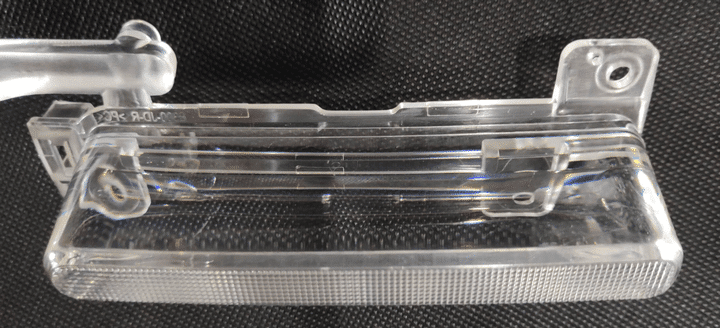
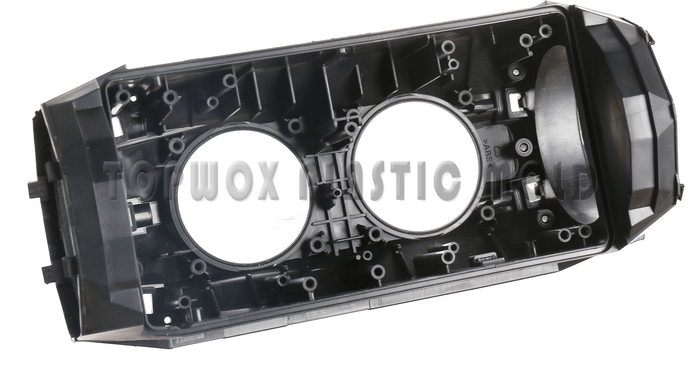
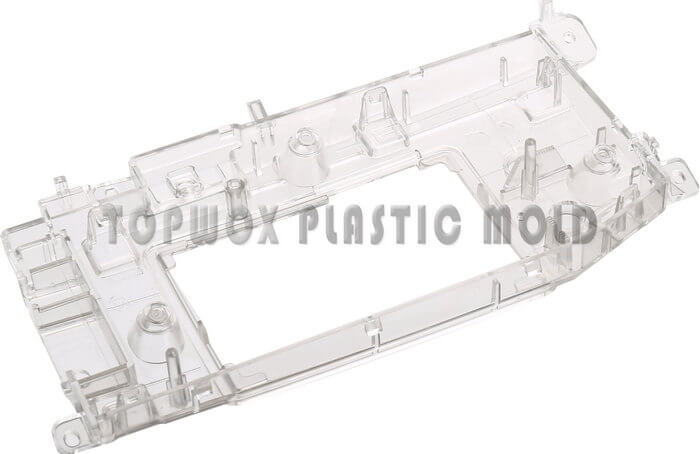
Le site épaisseur maximale de la paroi du produit PC peut atteindre 3 cmLa surface ne rétrécit pas et il n'y a pas de bulles à l'intérieur.
- BOÎTIER DE MOULAGE PAR INJECTION EN POLYCARBONATE À ÉPAISSEUR DE PAROI ÉLEVÉE
# CASE
Moulage par injection de polycarbonate en Chine
La Chine est un pays fiable si vous recherchez des fournisseurs fiables de moulage par injection de polycarbonate.
Nous vous donnons quelques conseils pour trouver un fournisseur de confiance et obtenir les meilleures conditions.
Fournisseurs chinois : Comment trouver un fournisseur fiable
Vous devez garder à l'esprit un certain nombre de points lorsque vous choisissez un fournisseur de moulage par injection de polycarbonate en Chine. Les premières mesures à prendre sont de faire des recherches et de demander des recommandations.
Les entreprises peuvent trouver de bons fournisseurs chinois en ligne sur divers forums et sites web. Une fois que vous aurez identifié quelques fournisseurs potentiels, vous devrez les contacter et les interroger sur leur expérience, leurs prix et leurs délais de livraison.
Si vous n'êtes pas sûr de la qualité de leur travail, vous pouvez également demander des échantillons.
Une fois que vous avez choisi votre fournisseur, il est essentiel d'établir une bonne relation de travail avec lui. Communiquez clairement, payez à temps et précisez vos attentes.
Vous pouvez trouver un fournisseur fiable de moulage par injection de polycarbonate en Chine en suivant ces conseils.
Pourquoi ces éléments sont importants pour le coût du moulage par injection
- Taille de la pièce- Des pièces plus grandes impliquent un moule plus grand, ce qui signifie qu'un acier plus grand augmentera le coût de l'acier pour le moule d'injection.
- Conception de la pièce- Plus une pièce est complexe, plus le moule doit être détaillé. Certaines pièces complexes nécessiteront l'ajout de caractéristiques spéciales, telles que des leviers ou des curseurs. Par conséquent, vous devez être ouvert aux conseils de votre mouliste et voir s'il est possible de modifier la conception de la pièce pour économiser sur les coûts du moule à injection.
- Matériaux : En fonction du matériau de la pièce choisie, le moule d'injection devra être fabriqué dans un matériau particulier. Par exemple, si un plastique corrosif comme le PVC doit être utilisé, le moule devra être en acier inoxydable pour éviter tout dommage, ce qui fera finalement grimper le prix.
- Exigences de finition des pièces - Lorsque les pièces doivent présenter une surface très brillante, un acier plus coûteux et un polissage technique précis sont indispensables, ce qui augmente le prix.
- Volume de production- Les moules à volume plus élevé nécessitent plus de cavités, et le moule sera donc plus grand. Ils requièrent également une qualité d'acier plus élevée pour durer plus longtemps, ce qui a un impact sur le coût de la production. coût des moules à injection.
- Pays de fabrication- Les taux de rémunération varient selon les pays. Si votre moule est fabriqué dans un pays où le coût de la main-d'œuvre est faible, vous ferez naturellement des économies. En Chine, le coût moyen d'un moule à injection est inférieur d'environ 40% à celui des pays occidentaux.
Moulage par injection du polycarbonate : Ce qu'il faut rechercher
Pour de nombreuses industries, le moulage par injection du polycarbonate est devenu un procédé de fabrication populaire. Ce procédé produit des pièces de haute qualité qui peuvent être utilisées dans un large éventail d'applications lorsqu'il est exécuté correctement. Lorsque vous achetez des services de moulage par injection de polycarbonate en Chine, vous devez garder quelques éléments à l'esprit.
Le choix d'un fabricant réputé doit être votre première priorité
Le marché chinois regorge d'entreprises de pacotille qui vous prendront votre argent et produiront des produits de qualité inférieure. Assurez-vous de travailler avec une entreprise de bonne réputation en faisant des recherches. Vous pouvez en trouver beaucoup sur les plateformes B2B, comme alibaba.com, made-in-China.com...
L'étape suivante consiste à définir clairement vos spécifications
Comment voulez-vous que vos pièces soient fabriquées ? Y a-t-il une tolérance à respecter ? Pour vous assurer de recevoir un devis précis de la part du fabricant, soyez aussi précis que possible.
Enfin, il n'est pas inutile de négocier
Il est courant que les fabricants chinois négocient leurs prix. Vous pouvez négocier jusqu'à ce que vous parveniez à un prix équitable si vous estimez que le prix n'est pas juste, ou vous pouvez négocier avec plusieurs fournisseurs potentiels.
Négociation des prix : Comment obtenir la meilleure affaire
La recherche d'un fournisseur réputé est la première étape de l'achat d'un produit de moulage par injection de polycarbonate en Chine. L'étape suivante consiste à négocier les prix avec quelques fournisseurs potentiels. Vous pouvez obtenir un meilleur prix en suivant les conseils suivants :
- Comparer les devis de plusieurs fournisseurs est une bonne idée. Grâce à ces informations, vous serez en mesure de déterminer les coûts du moulage par injection du polycarbonate en Chine. Les fabricants des différentes régions de Chine ont des coûts différents - vous pouvez donc choisir l'option la plus rentable pour vous.
- Le marchandage n'est pas une mauvaise chose. Il ne faut pas hésiter à négocier les prix en Chine.
- Veillez à ce que vos exigences soient claires. Pour que le fournisseur puisse vous fournir un devis précis, vous devez être aussi précis que possible sur ce dont vous avez besoin.
- Des réductions sont possibles. N'oubliez pas de demander une remise si vous commandez une grande quantité de polycarbonate moulé par injection.
- Maintenir un niveau de qualité élevé. La qualité et le prix sont des facteurs essentiels à prendre en compte lors d'un achat en Chine. Avant d'effectuer un achat, vérifiez les normes de qualité du fournisseur.
Qu'est-ce que le moulage par injection du polycarbonate ?
La résine polycarbonate présente d'excellentes propriétés telles qu'une grande transparence, la rigidité, la ténacité et la résistance au fluage, et peut être injectée à diverses températures.La viscosité à l'état fondu du polycarbonate est sensible à la température mais peu au taux de cisaillement.La résine polycarbonate n'a pas de point de fusion mais a une viscosité très élevée, et elle s'hydrolyse à des températures élevées.
L'injection de PC est se fissure facilement.
L'augmentation de la température d'injection du PC est un moyen efficace d'accroître la fluidité de la matière fondue au lieu d'augmenter la pression. Le moulage par injection du polycarbonate nécessite une température plus élevée (300 degrés). Pour réduire la perte de pression de la matière fondue, le chemin de roulement et la porte doivent être courts et épais ; simultanément, une pression de moulage par injection de PC plus élevée doit être maintenue.
La résine PC doit être suffisamment sèche avant le moulage par injection pour que la teneur en eau ne dépasse pas 0,02% ;En outre, la résine PC doit être isolée pendant le moulage par injection de la pièce PC afin d'éviter toute réabsorption ;
Non seulement l design d'un montant raisonnable Produit moulé en PC mais aussi le processus d'évaluation de la qualité de l'eau et de la qualité de l'air. Moulage par injection de polycarbonate doit être correctement contrôlée, par exemple en augmentant la température du moule et en poursuivant le traitement afin de réduire ou d'éliminer les contraintes internes.
Le site Moulage par injection de polycarbonate doit s'adapter en permanence aux conditions de l'économie de marché. Produit PC au fil du temps.
Processus :
Séchage des matières premières
Même en En cas d'humidité très faible, l'injection de polycarbonate peut provoquer une hydrolyse, une rupture, une réduction du poids moléculaire et une diminution de la résistance.
Il est très important de garder le matériau PC aussi sec que possible avant le moulage par injection.
Par conséquent, avant le moulage, la teneur en humidité de la matière première polycarbonate doit être strictement inférieure à 0,02%, au moins pour éviter une diminution de la résistance mécanique ou l'apparition de bulles et de stries argentées à la surface.
Le PC est extrêmement sensible à l'eau, il doit donc être complètement sec avant l'injection afin de réduire sa teneur en eau à moins de 0,02%.
| matière plastique | temps de séchage HRS | température sèche | épaisseur de la couche MM | Remarques |
|---|---|---|---|---|
| PMMA | 2~4 | 70~80 | 30~40 | Séchage par circulation d'air chaud |
| PC | >6 | 120~130 | <30 | Séchage par circulation d'air chaud |
| PET | 3~4 | 140~180 |
Le moulage du polycarbonate dépend de la forme, de la taille et de la structure du produit.
En général, la température se situe entre 270 et 320 °C lors du moulage. Le PC FR nécessite une température plus élevée.
Si la température du matériau est trop élevée, supérieure à 340 °C, le PC se décompose, la couleur du produit s'assombrit et des défauts tels que de l'argent, des bandes sombres, des taches noires et des bulles apparaissent à la surface. Dans le même temps, les propriétés physiques et mécaniques diminuent également de manière significative.
Le PC est également sensible à la température ; la viscosité à l'état fondu diminue avec l'augmentation de la température. La température du fût est de 250 ~ 320 ° C. (de préférence pas plus de 350°C), et la température appropriée du tonneau est bonne pour la plastification du PC. Si nécessaire, la contrainte interne doit être éliminée par recuit :
La température du four est de 125~135°C pendant 2 heures et refroidit naturellement à la température normale.
Polycarbonate Pression d'injection
La pression d'injection influence grandement les propriétés physiques et mécaniques, les contraintes internes et le retrait de moulage. Elle a un impact profond sur l'apparence et les propriétés de démoulage du produit. Si la pression d'injection est trop basse ou trop élevée, le produit fini présentera des défauts : une température trop basse entraînera des coups courts, tandis qu'une température trop élevée provoquera des éclats autour du corps. La pression d'injection est contrôlée entre 80 et 120 MPa.
Afin de surmonter la résistance à l'écoulement de la matière fondue et de remplir la cavité à temps, la pression d'injection la plus élevée est choisie pour les produits à parois minces, à écoulement long, de forme complexe avec de petites ouvertures. (145 MPa). En raison de sa faible fluidité, l'injection à haute pression est nécessaire pour le moulage par injection du polycarbonate. Toutefois, il est nécessaire d'éliminer ultérieurement les contraintes internes importantes des pièces (qui peuvent provoquer des fissures).
Moulage par injection de PC Pression et temps de maintien
La pression et le temps de maintien influencent aussi grandement la tension interne du produit PC. Si la pression de maintien est très faible, le produit est difficile à remplir et à raffermir.
Il y a généralement des marques de rétraction à la surface et une cloque sous vide à l'intérieur. Si la pression de maintien est trop élevée, une contrainte interne importante peut facilement se produire autour de l'opercule, ce qui entraînerait des défauts de surface inattendus. Lors du traitement, une température élevée et une faible pression permettent de résoudre ce problème.
Le choix du temps de maintien doit être déterminé par l'épaisseur du produit, la taille de la porte (les pièces plus épaisses nécessitent une porte plus grande), la température du moule, etc. En général, les produits petits et fins ne nécessitent pas un temps de maintien long. Au contraire, les produits de moulage en PC à paroi épaisse doivent avoir un temps de maintien plus long. La durée du temps de maintien est déterminée par le temps de scellement de la porte.
Il n'y a pas d'influence évidente sur les performances du moulage par injection du polycarbonate. Un objet à paroi mince, à petite porte ou cylindrique profond est généralement injecté à vitesse moyenne ou lente, de préférence en plusieurs étapes:.lent-rapide-lent.
Contrôle de la température du moule : 85~120 °C, généralement à 80-100 °C, nous avons donc besoin d'une machine de température pour maintenir la température de la matière fondue. La température de la paroi du moule peut être élevée pour réduire la différence de température entre la paroi du moule et la pièce en polycarbonate, réduisant ainsi les contraintes internes.
En raison de la viscosité élevée du PC fondu, il est bénéfique de le plastifier et de favoriser une bonne ventilation. La vitesse de rotation de la vis ne doit pas être trop élevée. En général, elle est de 30 à 60 tr/min.
Le contrôle de la contre-pression se situe de préférence entre 10 et 15% de la pression d'injection.
Additifs
Moulage par injection de polycarbonate doivent contrôler strictement l'utilisation d'agents de démoulage dans le processus, l'utilisation de matériaux recyclés ne doit pas dépasser trois fois, et l'utilisation doit être inférieure à 20%.
1) Concevoir des canaux aussi grands et courts que possible. Pour réduire la perte de pression, les moules en plastique adoptent des canaux de section circulaire. Les canaux doivent être rectifiés pour réduire la résistance à l'écoulement de la matière fondue.
2) La porte d'injection peut être de n'importe quel type, mais le diamètre du canal d'eau de refroidissement n'est pas inférieur à 15 mm.
Exigences relatives à la machine d'injection
Le volume d'injection maximal (y compris les canaux, les portes, etc.) du produit de moulage par injection de polycarbonate ne doit pas dépasser 70-80% du volume d'injection nominal ;
Pression de serrage : 0,47 à 0,78 tonne par centimètre carré de surface projetée du produit fini (ou 3 à 5 tonnes par pouce carré) ; Taille de la machine : Le poids du produit fini est d'environ 40 à 60% de la capacité de 1 coup.
Si la machine est exprimée en polystyrène (Aussie), elle doit être réduite de plus de 10%. Vis : La longueur de la vis doit être au moins 15 fois supérieure au diamètre, et le rapport L/D est de 20:1. Le taux de compression est de préférence compris entre 1,5:1 et 30:1. La vanne d'arrêt à l'extrémité avant de la vis doit être du type à anneau coulissant.

Pourquoi des stries argentées et comment les éviter dans le moulage par injection du polycarbonate ?
Les stries argentées désignent le motif des stries formées par l'eau dans le plastique lorsque l'eau a été mélangée à l'eau. Poly-carbonate les particules ne sont pas entièrement séchées avant le moulage en raison de procédures de séchage inadéquates dans le processus de fabrication.
Ou, si les particules de matériau suffisamment séchées restent dans la trémie plus longtemps que prévu, l'absence d'isolation adéquate entraînera une réabsorption de l'humidité par la trémie, ce qui se traduira par une teneur en eau supérieure à celle spécifiée.
Le Co2 s'accumule à l'intérieur de la résine fondue et, lors du remplissage, il s'écoule dans la cavité avec le polycarbonate pour former des stries argentées.
En conséquence, la pièce en plastique est gravement endommagée et apparaît souvent avec une traînée argentée le long de sa surface. Ce type de problème est relativement courant et facile à identifier. La pièce est généralement répartie plus uniformément le long de la direction de l'écoulement et parfois sur toute la surface.
C'est pourquoi il est important de contrôler les conditions de séchage des matières premières et de mesurer la teneur en eau des granulés avant le moulage.
Conseils
Pour la production de moules d'injection en polycarbonate, un processus d'inspection standard peut être utilisé. Prenez deux petits verres et prenez une pastille en sandwich entre ces deux verres, puis faites chauffer les plaques à 280-300 degrés. Observez la présence de bulles dans le matériau ; s'il n'y en a pas, il est prêt pour l'étape suivante ; s'il y en a, il doit être séché davantage.
Si l'absorption d'humidité dans la trémie est à l'origine des stries argentées, il est recommandé d'installer ou d'améliorer le dispositif de conservation de la chaleur. La quantité de chaque aliment doit être contrôlée afin que les granulés secs ne restent pas trop longtemps dans la trémie et n'absorbent pas à nouveau l'humidité.
En général, la durée maximale du séjour ne devrait pas dépasser 30 à 60 minutes. Actuellement, la plupart des dispositifs de chauffage et de préservation de la chaleur de la trémie sont des ampoules infrarouges installées dans la partie supérieure de la trémie, dont la puissance peut être réglée en fonction de la taille de la trémie.
Une capacité de chauffage moyenne de 25 à 30 W par mètre carré de la zone est nécessaire.
Décomposer
Les stries argentées résultent de la décomposition surchauffée de la résine, qui génère un gaz (dioxyde de carbone), d'où l'apparition de stries argentées sur la surface du plastique.
La matière fondue se décompose thermiquement pour de nombreuses raisons spécifiques.
- la température de la barrique est trop élevée ;
- ange mort dans le canon ou la buse ;
- le temps de séjour de la matière fondue dans le tonneau est trop long ;
- le poids moléculaire de la résine a été réduit.
Par conséquent, la résistance aux chocs, la texture de la surface et les performances de la pièce en plastique sont toutes affectées.
Leur aspect permet de reconnaître ce type de stries argentées, et leur répartition sur les pièces en plastique ne suit pas un schéma régulier.
En outre, la présence d'une trace d'argent en décomposition peut souvent s'accompagner d'un assombrissement des pièces en plastique ou de l'apparition de taches brunes, particulièrement nettes dans le canal chaud, qui permettent de déterminer si le matériau s'est décomposé.
Le matériel PC se décompose pour diverses raisons, et les interventions appropriées doivent être prises en fonction de ces causes.
- Si la température de la barrique est trop élevée, la température de la section doit être abaissée ;
- Si le canon ou la buse présente un angle mort, nettoyez-le et éliminez-le ;
- Si le temps de séjour de la matière fondue est trop long, le cycle de moulage doit être raccourci.
- Si elle ne fonctionne toujours pas, la machine de moulage par injection peut être remplacée par une machine ayant une capacité de traitement plus faible.
-
Structure
Les stries d'argent sont dues au mélange de l'air avec la matière en fusion dans la cavité de moulage. Ce phénomène est dû à une conception structurelle trop compliquée des pièces en plastique ou à une épaisseur de paroi insuffisante ou incohérente.
Ils provoquent une expansion ou une contraction rapide du matériau lorsque le moule est rempli de matière en fusion. Ce type de défaut affecte principalement l'apparence des pièces en plastique plutôt que leur solidité et leur résistance aux chocs. Les stries argentées structurelles se caractérisent par le fait que leur forme et leur position sont fixes lorsque les conditions du processus sont définies.
Le fil d'argent se trouve généralement le long de la direction d'injection, et les stries d'argent sont généralement situées derrière les changements brusques de section transversale. Les stries d'argent structurelles sont créées par des changements soudains de la section transversale et des irrégularités importantes dans l'épaisseur de la paroi. Par conséquent, les pièces en plastique présentent souvent des défauts de surface, tels que des dépressions et des rétrécissements, et parfois même des bulles sont générées à l'intérieur des pièces en plastique.
Les stries argentées structurelles sont évitées en ajustant la vitesse d'injection. Lorsque la section transversale de la pièce en plastique ne change pas beaucoup, la vitesse d'injection peut être réduite. Lorsque la vitesse d'injection est faible, la matière en écoulement peut être introduite en douceur dans la cavité du moule, ce qui fait que la matière en écoulement n'est pas mélangée à l'air lorsqu'elle traverse ces sections, et que les stries argentées peuvent être évitées.
Les coups courts peuvent être dus à une vitesse d'injection trop lente, ce qui peut nécessiter l'ajustement d'autres conditions du processus. Lorsqu'il existe une grande variété de sections transversales, l'injection peut être augmentée à une vitesse et une pression d'injection plus élevées afin que le gaz soit libéré de force de la surface de séparation. S'il n'est pas possible d'éliminer les stries argentées en augmentant la vitesse d'injection ou la pression d'injection, il peut être utile d'améliorer la structure des pièces en plastique et le système de ventilation du moule.
Chapeau et glissière
Les stries argentées sont dues à une conception déraisonnable du système de vannes ou à des vannes partiellement bloquées.
Les causes et les solutions :
(1) Un tirage important de la carotte entraîne la sortie du matériau d'écoulement des parois de la carotte lors de la phase initiale d'injection, ce qui crée des espaces entre la carotte et le matériau plastique. Lorsque la cavité du moule est progressivement remplie, l'air est mélangé à la matière en fusion et piégé dans la cavité du moule, ce qui provoque l'apparition de stries argentées. La principale caractéristique des stries argentées est qu'elles sont réparties dans le sens de l'injection.
Pour éliminer les stries, l'injection de résine dans l'air d'abord et la vérification ultérieure de l'adéquation de la carotte peuvent éviter la décomposition de la résine. Si l'angle dépasse 10 degrés, les problèmes ci-dessus peuvent se produire. Un angle de 4 à 6 degrés convient au moulage par injection.
Si l'angle est trop petit, le démoulage sera difficile ; parfois, les pièces resteront collées au côté de la cavité et le flux de matière sera difficile. L'ajustement de la vitesse d'injection permet d'éviter les stries d'argent, mais la solution la plus courante consiste à découper ou à remplacer la carotte.
(2) Une conception où la section de la porte est trop petite peut entraîner des turbulences, provoquant le mélange de la matière fondue avec l'air, ce qui entraîne la formation de stries argentées près de la porte. Les stries de ce type sont principalement radiales dans la distribution dans la direction de l'injection avec la grille comme centre.
L'agrandissement du portillon ou la modification des dimensions du portillon pour éliminer les stries peut résoudre ce problème. Il est plus efficace de réduire la vitesse d'injection lorsque le portillon n'est pas suffisamment travaillé.
(3) Le matériau froid au niveau de la buse entraîne le blocage du système d'obturation pendant le processus d'injection. Le blocage du canal ou de la porte est similaire à une petite porte. Lors de l'identification du fil d'argent, il faut chercher à détecter des traces de matière froide dans le système d'injection. La solution consiste à augmenter la température du matériau dans le moule et la température des buses.
Mise à l'air libre
Ce type de stries argentées est dû au fait que l'air est piégé dans la voie d'écoulement du PC et ne peut être expulsé pendant le processus de moulage. Les principales caractéristiques de cette condition sont qu'elle s'accompagne de lignes de soudure distinctes et que les stries argentées apparaissent souvent à proximité des lignes de soudure, alors qu'elles n'apparaissent pas dans d'autres pièces.
La modification de la position de la porte, le réglage efficace des fentes ou la modification de la structure principale de la pièce en plastique sont les principaux moyens de se débarrasser de ce type de traces d'argent. Lors du moulage par injection de PC ou pendant les essais de moules, il est très utile de modifier la configuration du moulage par injection, par exemple en ajustant la pression et la vitesse d'injection ou en changeant la température entre le moule fixe et le moule mobile.
| PROBLÈME | RAISON |
|---|---|
| 1. Coup court | Les pièces en plastique fabriquées par les entreprises de moulage par injection de plastique présentent des bords irréguliers et incomplets. Cela se produit généralement au point le plus éloigné de la porte, à la racine des nervures fines et longues. |
| 2, Rétrécissement | Occasionnellement, un endroit 1. où l'épaisseur du matériau est inégale, 2. une section épaisse de la pièce moulée par injection, 3. une section de bossage et de nervure. Sous l'effet de la rétraction, les pièces en plastique présentent des bosses, des irrégularités et des ondulations sous un éclairage faible. |
| 3, Flash | Un bord de pièce avec une couche extra fine de plastique se trouve souvent aux endroits suivants : 1. Ligne de séparation ; 2. noyau mobile ; 3. position de la goupille d'éjection, position du bossage, position du trou, emplacement de l'encliquetage. |
| 4. Les bulles | Les bulles à la surface du plastique sont d'une couleur différente des couleurs environnantes et sont typiques 1. des bulles causées par du gaz, de l'air et de l'eau-gaz qui ne sont pas libérées à temps. 2. des bulles causées par le rétrécissement. Les bulles dans la partie transparente sont particulièrement distinctes. |
| 5. Ligne de soudure | Lorsque plusieurs fronts d'écoulement en fusion coïncident, une marque de soudure profonde apparaît à la surface d'une pièce en plastique. Ce phénomène se produit le plus souvent à la confluence de plusieurs fronts d'écoulement en fusion. |
| 6, Brûler | il ne s'agit pas d'une surface plane. Il s'agit généralement de taches sombres ou noires ; on les trouve habituellement dans les sections où il est difficile de remplir et de piéger facilement le gaz. |
| 7, Taches noires | des impuretés noires apparaissent à la surface des pièces en plastique, principalement dues à l'utilisation de matériaux mélangés. |
| 8. Décoloration | La légère différence de couleur entre la pièce plastique réelle et la couleur requise est très apparente, et elle est généralement due au fait que le pigment est incorrect, que le rapport de mélange est incorrect ou que le moule n'est pas réglé à la bonne température. |
| 9. Rides | Les pièces en plastique présentent des lignes ondulées à la surface, dues au refroidissement de la résine qui s'écoule. |
| 10. Déformation | Les pièces en plastique présentent des déformations, des ondulations, des courbes, et cela est particulièrement fréquent dans les bossages, les nervures et les pièces d'injection de forme ronde. Ces phénomènes sont particulièrement fréquents dans le cas du moulage par injection de PP. |
| 11. Mauvais matériaux | Contrairement aux matériaux spécifiés, celui-ci peut être identifié en vérifiant l'étiquette de l'emballage, la densité, la continuité de la combustion, la couleur de la flamme, la couleur de la fumée et la longueur des flammes. |
| 12. Coller au moule | La pièce plastique incomplète restant dans la cavité, contrairement à la pièce courte, ou en raison de l'absence de conception du système d'éjection du moule, la pièce plastique est difficile à éjecter de la cavité, généralement dans les zones à parois minces, les bossages et les boutons-pression. |
| 13. Grattage | La surface des pièces en plastique frotte contre la surface de la cavité lors de l'éjection, de sorte qu'un grand nombre d'entre elles présentent des rayures à la surface. |
| 14, Trop-plein d'eau | Elle est généralement causée par un endommagement de la cavité et se produit sur la section active, les bossages, les broches d'éjection et la surface de séparation. |