Was ist eine Kunststoffform?
Das für das Kunststoffspritzgießen verwendete Werkzeug wird als Kunststoffform oder Kunststoffspritzgussform bezeichnet. Die Kunststoffform wird aus einer Kombination von Stahlplatten und anderen Formkomponenten hergestellt, die zu einer Gesamtform verbunden werden, die dann zuverlässig zusammengebaut und in eine Spritzgießmaschine eingebaut wird, die dann ein thermoplastisches Harz in die gewünschte Form bringt, um den beabsichtigten Zweck zu erfüllen.
Die meisten Kunststoffprodukte werden mit Hilfe von Kunststoffformen hergestellt, die je nach den Eigenschaften des zu formenden Kunststoffs in duroplastische und thermoplastische Formen unterteilt werden.
Es liegt in der Natur der Sache, dass ein Spritzgießwerkzeug während des Formprozesses eine Vielzahl von Anforderungen gleichzeitig erfüllen muss. Um ein Kunststoffteil zu formen, das die Form des Formhohlraums hat, muss die Form die Polymerschmelze im Inneren des Formhohlraums enthalten. Die Wärme wird von der heißen Polymerschmelze auf den kühleren Formstahl übertragen, um möglichst gleichmäßige und kostengünstige Spritzgießprodukte zu erhalten. Schließlich sorgt die Form für einen einigermaßen wiederholbaren Ausstoß des Teils, was nachfolgende Gussstücke effizienter macht.
Die Spritzgussform soll diese drei Funktionen erfüllen - Schmelze einschließen, Wärme übertragen und Formteile ausstoßen - sowie zusätzliche Anforderungen. Am Beispiel der Aufnahme von Polymerschmelze in einer Form ist es zwingend erforderlich, dass die Form enormen Kräften standhält, die die Form verbiegen oder öffnen können, und sie muss ein Zuführungssystem enthalten, das die Polymerschmelze von der Formmaschine in einen oder mehrere Hohlräume in der Form leitet.
Darüber hinaus können diese sekundären Funktionen zu tertiären Funktionen führen, wenn bestimmte Werkzeugkomponenten oder -merkmale zu ihrer Erfüllung verwendet werden. Spritzgießwerkzeuge erfüllen eine Reihe von Funktionen, doch sollten sie in der Entwurfsphase nur als eine Auswahl der erforderlichen Primär- und Sekundärfunktionen betrachtet werden. Dennoch erkennt ein erfahrener Konstrukteur, wenn verschiedene Funktionen widersprüchliche Anforderungen an das Werkzeugdesign stellen. Mehrere eng beieinander liegende Kühlleitungen können für eine effiziente Kühlung sorgen, indem sie sich an den Hohlraum der Form anpassen.
Wenn es um die Entnahme von Teilen geht, können Auswerferstifte an Stellen erforderlich sein, an denen Kühlleitungen nicht erwünscht sind. Es liegt in der Verantwortung des Formenkonstrukteurs, eine Form so zu entwerfen, dass sie den widersprüchlichen Anforderungen gerecht wird. Im Zweifelsfall neigen unerfahrene Konstrukteure dazu, zu viel zu konstruieren. Diese Tendenz führt oft zu großen, ineffizienten und teuren Gussformen.
Der Aufbau einer Spritzgussform
Spritzgießwerkzeuge gibt es in allen möglichen Strukturen, von 2-Platten-Werkzeugen bis hin zu Heißkanalwerkzeugen, je nach Anwendung und Designanforderungen, aber die meisten bestehen typischerweise aus diesen Elementen::
- Formgrundlagen Formsockel bieten eine sichere und genaue Grundlage für Formen. Die Form ruht auf dieser starren Struktur, die in der Regel aus weichem Stahl wie S50C, P20 oder, teurer, 718, 1.2344 Stahl besteht.
- Ein wichtiger Teil einer Form ist die FormhohlraumFormhohlräume spielen eine wesentliche Rolle beim Formen; sie bestimmen sowohl die Form als auch die Größe der geformten Teile. Üblicherweise wird gehärteter Stahl wie 718, 1.2738, NAK 80, 2344 oder S136 verwendet, der häufig mit Hochgeschwindigkeits-CNC oder Spiegelelektroerosion präzise bearbeitet wird, um einwandfreie und fehlerfreie Ergebnisse zu erzielen.
- Eine Spritzgussform ist Kernstück bestimmt die innere Form und die Merkmale des fertigen Teils. Ein Formhohlraum, der äußere Teil, der die äußere Form bestimmt, besteht in der Regel aus haltbarerem Material für die äußere Formgebung. Als weiterer Teil der Struktur der Formhälfte können Kerneinsätze auch an einer so genannten Kernhälfte befestigt sein, die sich beim Schließen der Formhälfte in die richtige Position bewegt und die Form des Teils formt, wenn Sie die Formhälfte schließen. Wie bei allen Spritzgießkomponenten spielen Kerne eine wesentliche Rolle beim Gießen von Fertigteilen auf der Grundlage von Innenabmessungen sowie von äußeren Merkmalen, die von den Herstellern der Endprodukte verlangt werden.
- Das geschmolzene Material gelangt über den Anguss und die Angusskanäle in den Formhohlraum. Ein Anschnittsystem lenkt diesen Fluss mit mehreren Anschnitten, wie z. B. seitlichen Anschnitten, Punktanschnitten, direkten Anschnitten, submarinen Anschnitten und Kanälen; Angusskanäle dienen als Durchgänge vom Anguss zum Formhohlraum über Anschnitte.
- Das geschmolzene Material gelangt über den Anguss und die Angusskanäle in den Formhohlraum. A Angusssystem lenkt diesen Fluss mit mehreren Anschnitten, wie z. B. seitlichen Anschnitten, punktförmigen Anschnitten, direkten Anschnitten, submarinen Anschnitten und Kanälen; Angusskanäle dienen als Durchgänge vom Anguss zum Formhohlraum über Anschnitte. Die Kunststoffschmelze wird durch die Anschnitte in eine Spritzgießform eingespritzt und beginnt nach außen zu fließen, und ihre Größe und Form wirkt sich unmittelbar auf die Endqualität aus. Angüsse befinden sich in der Regel an der Oberfläche von Formkavitäten, um den geschmolzenen Kunststoff gleichmäßig zu verteilen, bevor das Gießen beginnt. Je nach Material, Größe und Form des herzustellenden Teils werden wahrscheinlich mehrere Varianten verwendet.
- Kühlungssysteme tragen dazu bei, dass sich das Material in den Formteilen verfestigt, und verringern gleichzeitig die Wärmeentwicklung im Werkzeug, wobei die Kühlzeit in der Regel 70 Prozent eines jeden Zyklus ausmacht. Daher ist ihr Vorhandensein der absolute Schlüssel für effektive Spritzgießprozesse.
- Auswurfsysteme werden verwendet, um abgekühlte und erstarrte Teile aus den Kavitäten zu entfernen. Zu den Komponenten eines Auswerfersystems gehören Auswerferstifte, Auswerferstangen, Luftauswerfer, Platten und mehr.
Für komplexe Bewegungen oder Formen in ihren Teilen können Spritzgießwerkzeuge zusätzlich zu diesen Kernkomponenten auch Schieber oder Heber enthalten.
Auf der Grundlage des Formgebungsverfahrens wird die Plastikform ist unterteilt in
- Spritzgussform,
- Blasform,
- Gussform,
- Pressform und so weiter.
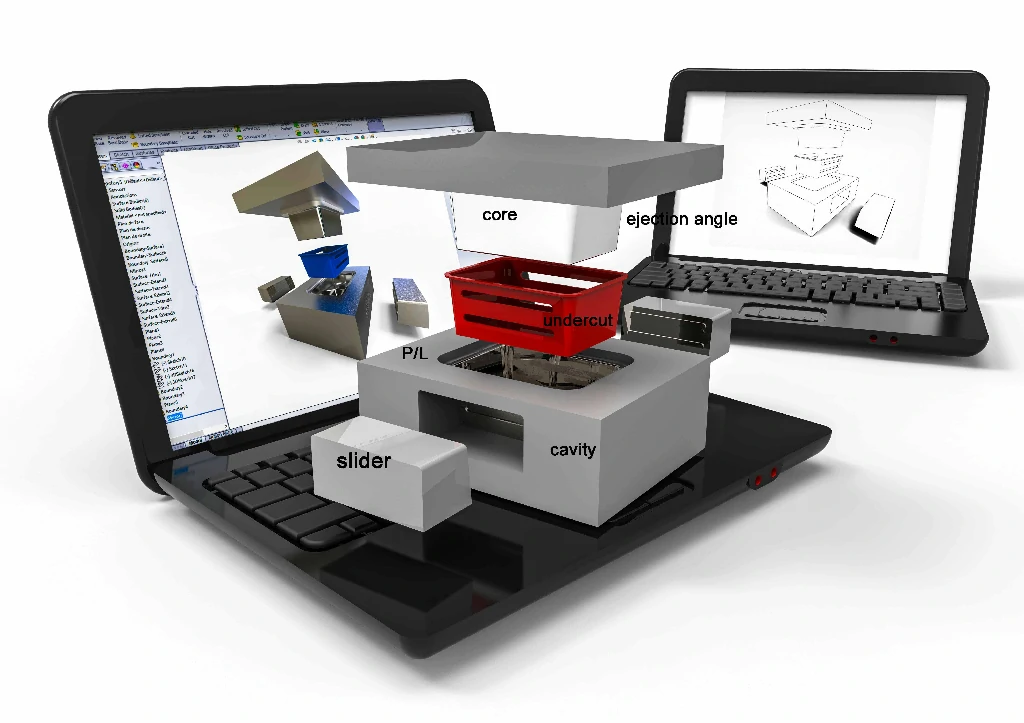
Die Spritzgussform umfasst zwei Hauptabschnitte: die bewegliche Hälfte und die feste Hälfte.
Die bewegliche Hälfte wird auf der beweglichen Platte der Spritzgießmaschine und die feststehende Hälfte auf der feststehenden Platte montiert.
Während des Spritzgießens werden die bewegliche und die feststehende Hälfte geschlossen, um eine Einspritzstruktur und eine Kavitätenstruktur zu entwickeln.
Sobald die Form geöffnet ist, werden die bewegliche und die unbewegliche Hälfte getrennt, um das Kunststoffteil aus der Kunststoffform zu entfernen.
Um die Konstruktions- und Entwicklungszeit der Formen zu verkürzen, arbeiten die meisten Kunststoffformen mit standardisierten Formbasen.
Das Einspritzsystem und das Formteilsystem stehen in direktem Kontakt mit dem Kunststoff und ändern sich mit den verschiedenen Kunststoffen und Produkten. Diese beiden Systeme sind die komplexesten und vielfältigsten Teile in der Form und erfordern die höchste Verarbeitung und Genauigkeit.
Die Formteilverfahren bezieht sich auf den geschmolzenen Kunststoff, der von einer Spritzgießmaschine erhitzt und in den Formhohlraum eingespritzt wird; nach dem Abkühlen und Erstarren erhält er die geformte Produkte. Das bedeutet vereinfacht: Form schließen - Einspritzen - Druck - Kühlen - Form öffnen - Auswerfen.
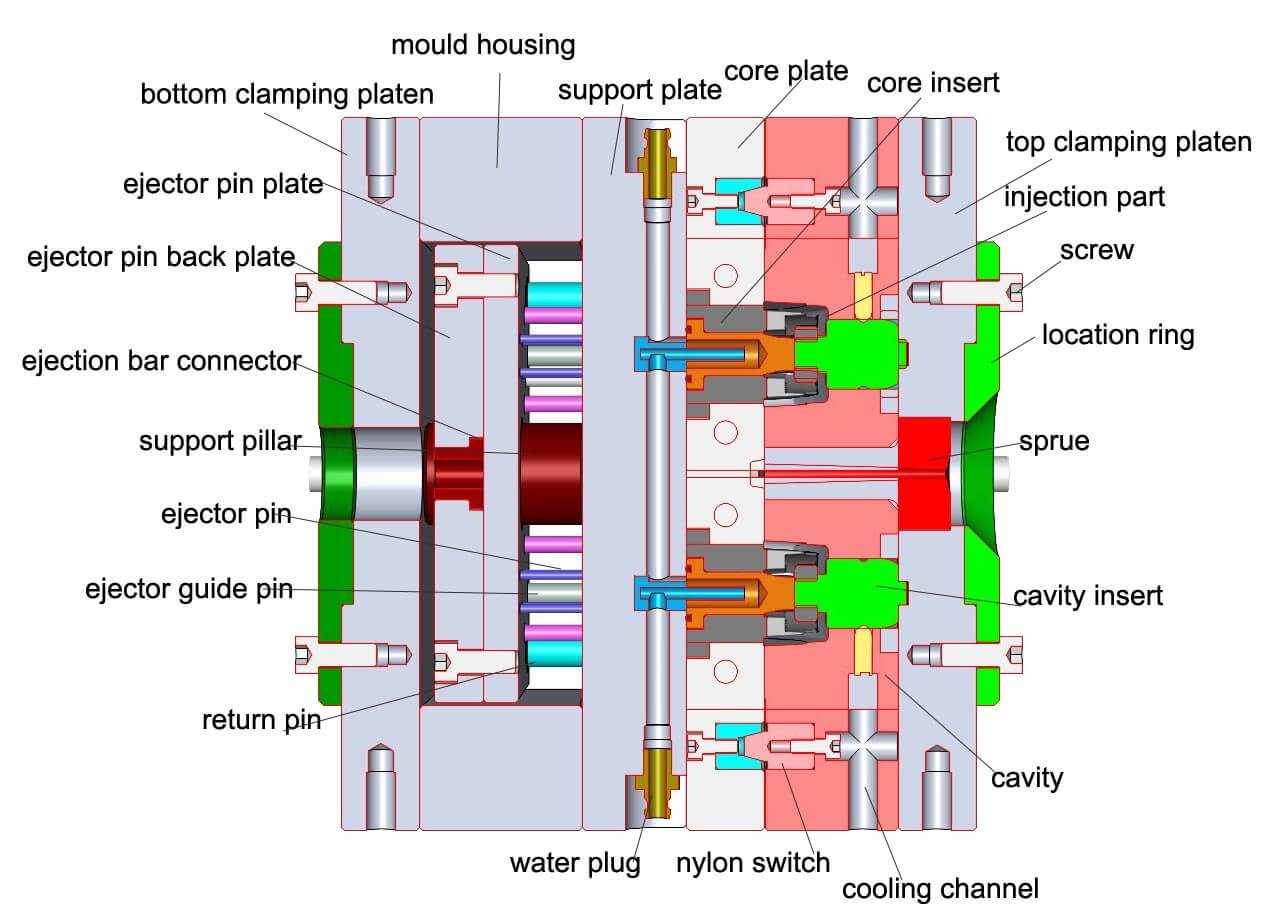
Die Kunststoff-Spritzgussform besteht im Allgemeinen aus folgenden Teilen:
- Formbasis: In der Regel wählen wir Standardformen von Fabriken, die Standardformen herstellen, wie z.B. LKM, DME, HUSCO...
- den Formeinsatz: es wird zur Herstellung von Kunststoffprodukten verwendet; ein Kunststoff Formenfabrik stellt sie normalerweise selbst her; der größte Teil der Verarbeitungszeit wird für die Herstellung von Formeinsätzen verwendet.
- Formhilfsteile: Dazu gehören der Aufnahmering, die Düsenbuchse, die Stützsäule, die Auswerferplatte, die Führungsbuchse, der Führungsstift, der Hebering und so weiter.
- Die vier großen Systeme:
- Einspritzsystem(Läufer): Das Einspritzsystem bezieht sich auf den Teil des Fließweges, bevor der geschmolzene Kunststoff von der Düse in die Kavität eintritt, einschließlich des Hauptkanals, des kalten Schlitzes, des Unterkanals und des Anschnitts. Es steht in direktem Zusammenhang mit der Qualität des Spritzgussteils und der Produktionseffizienz.
- Entleerungssystem: Auswerferstifte, Messerstifte und Hülsen.
- Heiz- und Kühlsystem: Heißkanal, Vorwärmeinrichtung, Kühlwasser;
- Entlüftungssystem: Entlüftungsschlitz, Trennflächenentlüftung, Auswerferstiftentlüftung und Einsatzentlüftung;
- besonderen Mechanismus: Wenn das Produkt einen Hinterschnitt oder ein Seitenwandloch hat, muss die Kunststoffform den Mechanismus zum Ziehen des Seitenkerns (auch Schieber genannt), den Mechanismus zum Ziehen des schrägen Kerns (auch Heber genannt) und den Ölzylinder (wenn der Abstand zum Ziehen des Seitenkerns lang ist) entwerfen.
Klassifizierung von Spritzgussformen:

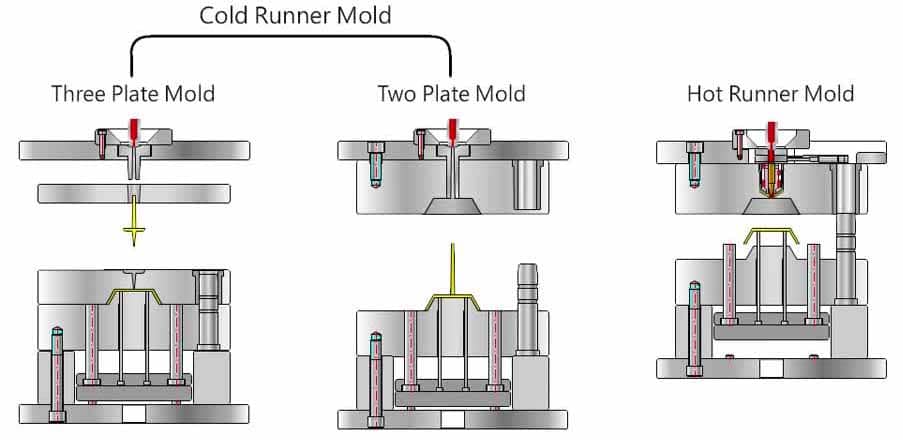
- 2 Platten SchimmelEin anderer Name des Angusses Schimmel, auch bekannt als die einzige Trennlinie Art Kunststoff-Spritzgussform, sein Merkmal ist die einfache Form Struktur, aber der Anguss ist ein Teil des Spritzgussteils, und es muss manuell entfernt werden später, und Platten Schimmel Struktur ist weit verbreitet für verschiedene Arten von Schimmel.
- 3 Platten Schimmel: die Pinpoint-Angussform und die Spritzgussform mit doppelter Trennlinie. Der Anschnitt ist punktförmig, und der Anschnittquerschnitt ist klein. Das Aussehen des Spritzgussteils ist gut, und da der Anschnitt später nicht manuell entfernt werden muss, ist er für die automatisierte Produktion vorteilhaft. Aber die Struktur des Drei-Platten-Werkzeugs ist komplexer und die Kosten sind höher. Sie ist im Allgemeinen für kleine und mittlere Kunststoffteile geeignet. Und das Kunststoffmaterial ist gut fließfähig.
Der Unterschied:
Der wichtigste Unterschied zwischen dem Drei-Platten-Werkzeug und dem Zwei-Platten-Werkzeug besteht darin, dass das Drei-Platten-Werkzeug über eine zusätzliche Angussplatte verfügt (automatische Entnahme des Angusses).
Das wichtigste Kunststoffformsystem
Es gibt vier Schlüsselkonzepte, die bei der Konstruktion einer Form zu berücksichtigen sind, und die folgenden Zeilen enthalten Informationen über die Konstruktion einer Form.
1.Läufer
Um einen guten Anguss zu konstruieren, müssen auch Geometrie, Größe und Anordnung des Angusses stimmen, ebenso wie die Kühlung, die Ausstoßbarkeit und die Minimierung des Nachschleifens. Am besten ist es, alle Kavitäten auf einmal mit einem ausgewogenen Verteilersystem zu füllen, um die Zykluszeit zu minimieren und die größtmögliche Maßhaltigkeit des geformten Produkts zu gewährleisten.
Lange und dünne Angusskanäle oder Angusskanäle in Form eines Halbmondes oder Halbkreises müssen mit höherem Druck gefüllt werden, damit die Form nicht vorzeitig abkühlt und unvollständige Teile entstehen. Die Länge eines langen und dicken Angusses führt zu einer Zunahme des Nachschleifens, was wiederum die Effizienz des Formprozesses verringert.
In den Fällen, in denen die Auswerferstifte an den Schnittpunkten der Angusskanäle so positioniert sind, dass sie mit ausreichender Kraft ausgeworfen werden können, sollte das Auswerfen des Angusses dennoch möglich sein. Am Auswerferteil der Form sollten vorzugsweise Kufen angebracht sein, die mit dem Auswerfer ausgestoßen werden.

Hauptlaufbahn
Dies ist ein Teil der Form, mit dem die Düse der Spritzgusspresse am Anguss befestigt wird. Die Oberseite des Angusses ist konkav, um die Düse zu berühren.
Der Durchmesser des einen Endes des Angusses muss etwas größer sein als die Größe der Düse (0,8 mm), um ein übermäßiges Strömen zu vermeiden und um zu verhindern, dass die beiden Teile durch eine falsche Positionierung verstopft werden.
Die Größe des einen Endes richtet sich nach den Abmessungen des Artikels, im Allgemeinen 4-8 Millimeter. Die Größe des Läufers sollte in einem Winkel von 3° bis 5° nach innen vergrößert werden, um den Auswurf der Läufer zu erleichtern.
Neben der richtigen Angussgeometrie, -größe und -anordnung müssen gute Angusskanäle auch schnell abkühlen, auswerfbar sein und sehr wenig Nachschnitt aufweisen. Für das gleichzeitige Füllen aller Kavitäten ist ein ausgewogenes Angusssystem erforderlich, das die Zykluszeit minimiert und das geformte Produkt in seinen Abmessungen intakt hält.
Lange und dünne Angusskanäle oder Halbmondkanäle erfordern höhere Einspritzdrücke, um sicherzustellen, dass die Teile nicht unvollständig werden, wenn das Werkzeug zu schnell abkühlt. Lange und dicke Angusskanäle führen zu vermehrtem Nachschleifen, was die Effektivität des Verfahrens mindert. Es sollten Auswerferstifte vorhanden sein, um die Angüsse an der Zusammenführung der kalten Angüsse auszustoßen.
An der Kernhälfte der Form sollten Kufen angebracht werden, damit der Auswerfer diese aus der Form drücken kann.
Unterkäufer
Dabei handelt es sich im Grunde um einen kleinen Kanal, der den Hauptkanal und die einzelnen Kavitäten des Mehrkavitätenwerkzeugs verbindet. Um zu erreichen, dass das geschmolzene Harz den Hohlraum mit der gleichen Geschwindigkeit ausfüllt, muss die Anordnung der Angusskanäle symmetrisch und gleichmäßig verteilt sein.
Die Form und die Abmessungen des Angusses beeinflussen den Strom der Kunststoffschmelze, die Entladung des Artikels und den Formenbau. In vielen Fällen werden trapezförmige oder halbkreisförmige Querschnitte für die Gestaltung der Angusskanäle verwendet, die auf der Auswerferseite der Form bearbeitet werden, damit der Auswerferstift herausgedrückt werden kann.
Die Außenseite des Laufrades muss so beschaffen sein, dass der Strömungswiderstand minimiert wird, um eine schnellere Füllgeschwindigkeit zu erreichen. Die Abmessungen des Laufrads variieren je nach Art des Kunststoffs, den Abmessungen und der Dicke des Artikels.
Bei den meisten Thermoplasten beträgt der Querschnittsumfang des Läufers nicht mehr als 8 Millimeter, maximal 10-12 Millimeter, minimal 2-3 Millimeter. Der Querschnittsbereich muss so klein wie möglich sein, um den Harzmissbrauch zu verringern und die Kühlzeit zu verkürzen.

Kalte Schnecke
Es handelt sich um einen verlängerten Anguss, der sich am Ende des Hauptkanals befindet, um das kalte Harz zwischen den beiden Zyklen aufzufangen und so eine mögliche Verstopfung des Hauptkanals oder des Anschnitts zu vermeiden.
Sollte das kalte Harz direkt in die Kavität einfließen, wird die innere Spannung wahrscheinlich vom Spritzgussteil ausgehen.

Das Kalte Geschoss hat einen Durchmesser von etwa 8,5-10,5 mm und eine Tiefe von 6,5 mm. Um das Ausstoßen zu erleichtern, wird die Basis in der Regel von einem Abzieher gegriffen. Die Spitze des Abziehers muss als Zick-Zack-Fang oder als vertiefter Schlitz ausgebildet sein, damit das kalte Geschoss beim Auswerfen leicht entfernt werden kann.
2. die Temperaturregelung für die Kühlung
Wenn die Spritzgussform mit Kunststoff gefüllt ist, muss sie gekühlt werden, damit der Kunststoff erstarren und seine Form behalten kann. Es gibt verschiedene Möglichkeiten, eine Spritzgussform zu kühlen, und die effektivste Methode hängt von der Größe und Form der Form ab.
Um den Anforderungen an die Werkzeugtemperatur beim Spritzgießen gerecht zu werden, ist eine Temperiertechnik notwendig, die das Wärmeniveau des Werkzeugs regelt.
Für Spritzgussformen zum Einspritzen Thermoplastewird das Kühlsystem in der Regel zur Kühlung der Form gebaut. Die beliebteste Art der Formkühlung besteht darin, Kühlwasserleitungen in die Form zu bohren und mit einer sich bewegenden Kühlflüssigkeit zu arbeiten, um die Wärme aus der Form zu entfernen.
Neben der Beheizung der Form sollten heiße Flüssigkeiten oder Dämpfe in den Wasserleitungen berücksichtigt werden, und eine Heizleiste kann in und um die Form herum angebracht werden.
Die Abkühlung der Form ist ein wesentliches Kriterium für die Qualität des Produkts, das an den Kunden geliefert wird, und zwar in Bezug auf Maßhaltigkeit, physikalische Eigenschaften, Oberflächenbeschaffenheit, Schrumpfung und die Festigkeit der Schweißnähte.
Eine ungleichmäßige Kühlung in einem langen Hohlraum führt zu einer schlechten Verzugskontrolle. Die Kühlung aller Kernstifte ist zwingend erforderlich, insbesondere wenn das Verhältnis von Länge zu Durchmesser des Kerns mehr als vier beträgt. Heiße Kernstifte führen zu Oberflächenfehlern und verlängern den Formgebungsprozess.
Die Wärmeübertragungseffizienz einer Wasserschicht auf den Stiften ist viel höher als die der Luftschicht. Auswerferstifte für flexible Harze müssen vor dem Auswerfen gekühlt werden.
Durch die Möglichkeit, die Temperatur im Bereich des Angussabzugsstifts zu steuern, werden die Zykluszeit der Form und die Anzahl der Unterbrechungen während des Ausstoßvorgangs reduziert.
Für eine wirksame Temperaturkontrolle muss der Flüssigkeitsstrom großvolumig und turbulent sein.
Korrosionsschutz in den Wasserleitungen wird durch die Verwendung von Formplatten aus rostfreiem Stahl erreicht; andere Möglichkeiten zur Verhinderung von Korrosion sind die Beschichtung des Kühlkanals oder die Zugabe von Rostschutzmitteln ins Wasser. Die Formplatten müssen dick genug sein, um die Kühlkanäle in der richtigen Größe aufnehmen zu können.
einige Fakten:
Bei der Konstruktion von Kühlsystemen für Spritzgießwerkzeuge muss die Lage der Kühlleitungen berücksichtigt werden. Idealerweise 12-18mm zwischen der Füllung und dem Kühlmittel in der Kavität gelassen werden. Der Abstand zwischen den Kühlmittelleitungen sollte etwa 5D betragen..
Außerdem werden Kühlleitungen sollte nicht in der Nähe der Stelle platziert werden, an der die Schmelzeströme schließlich zusammentreffenda dies den Kunststofffluss behindern kann.
Ein weiterer zu berücksichtigender Faktor ist die Länge der Kühlmittelkanäle. Je länger der Kühlmittelkanal ist, desto schwieriger ist er zu verarbeiten und desto schlechter ist die Kühlwirkung. Die Anzahl der Kühlleitungskrümmer sollte fünf nicht überschreiten. Auch der Abstand zwischen den Schläuchen sollte nicht weniger als 30 mm betragen.
Formenbreite im Vergleich zum Durchmesser des Kühlkanals
| Breite der Form | Durchmesser des Kühlkanals |
| Breite < 200mm | 5-6 mm (oder 3/16″-1/4″) |
| 200mm<Breite<400mm | 6-8mm (oder 1/4″ - 5/16″) |
| 400mm<Breite<500mm | 8-10mm (oder 5/16″-3/8″) |
| 500mm<Breite | 10-13mm (oder 3/8″-1/2″) |
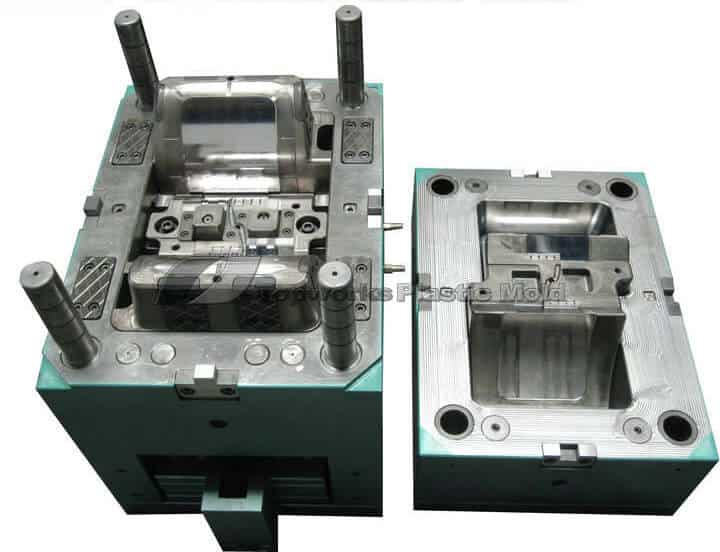
Die Art der Kühlung des Formkerns sollte bei der Konstruktion eines Kühlsystems für Spritzgussformen ebenfalls berücksichtigt werden. Ein Einsatz ist der Teil der Form, der die Kavitäten zum Einspritzen des Kunststoffs enthält.
Wenn der Einsatzdurchmesser weniger als 10 mm beträgtkann die natürliche Kühlung genutzt werden. Durch die Verwendung von Konvektion kann die Wärme ohne spezielle Kühlleitungen abgeführt werden.
Es ist möglich, eingelegte Kühlung für Kerneinsätze zu verwenden mit einem Durchmesser zwischen 10 mm und 15 mm. Durch die Bearbeitung von Kanälen im Kern selbst wird der Kern von innen gekühlt.
Zur Kühlung von Kerneinsätzen mit Durchmesser zwischen 15 und 25 mmkann ein Strahlkühlsystem verwendet werden. Bei diesem System sprüht eine Düse das Kühlmittel direkt auf den Formkern.
Für Kerneinsätze kann ein Kühlblasen- und Abstandshaltersystem verwendet werden. zwischen 25 mm und 40 mm im Durchmesser. Abstandshalter werden verwendet, um die Blase in Position zu halten, während sie mit Kühlmittel gefüllt wird.
Das Kühlmittel kann nicht durch eine Spritzgussform mit einem großen Einsatzdurchmesser (größer als 40 mm) und einer geringen Höhe (weniger als 40 mm) geleitet werden. In dieser Situation sind Kühlplattensysteme besser geeignet. Der Formkern wird durch eine aufgesetzte Kühlplatte gekühlt. Das Kühlmittel fließt durch Kanäle in der Platte um den Formkern herum.
Die Art des Kühlmittels, das im Kühlsystem einer Spritzgießform verwendet wird, ist die letzte Überlegung. Wasser ist das gebräuchlichste Kühlmittel, aber es gibt auch Öl-, Luft- und CO2-Optionen.
Die effektivste Form des Kühlmittels ist Wasser, aber wenn es nicht richtig gefiltert wird, kann es Korrosion verursachen.
Wenn Öl anstelle von Wasser verwendet wird, tritt keine Korrosion auf.
Das unwirksamste Kühlmittel ist Luft, aber es ist auch das sicherste, da es korrosionsfrei ist.
CO2 ist jedoch die teuerste Art von Kühlmittel.
Damit ein Kühlsystem für Spritzgießwerkzeuge effektiv und effizient ist, müssen all diese Faktoren berücksichtigt werden.
3. die Entlüftung
Dabei handelt es sich um eine nicht tiefe Nut, die in die Form geschnitten wird, um die Luft im Hohlraum oder das eingebrachte weiche Kunststoffmaterial freizusetzen.
Wenn das geschmolzene Harz in die Kavität geschossen wird, muss diese Art von eingeschlossener Luft in der Kavität rechtzeitig über die Rillen am Ende der Strömungsfront aus der Form entlassen werden.
Andernfalls wird der Artikel wahrscheinlich Hohlräume im Inneren aufweisen (insbesondere bei transparentem Harzspritzguss), anfällige Schweißnähte, unvollständige Schüsse -. Vielleicht würde die Luftansammlung aufgrund des hohen Drucks übermäßig hohe Temperaturen erzeugen, die den Gegenstand verkohlen lassen.

Die Entlüftungsnuten können sich sowohl am Ende des Schmelzestroms als auch an der P/L der Form befinden. Die letztgenannte Stelle ist ein flacher Schlitz mit einer Tiefe von 0,03-0,2 mm und einer Breite von 2-6,5 mm, der auf der Hohlraumseite der Kunststoffform geschnitten wurde.
Aus den Entlüftungsrillen kann während des Schusses nicht viel geschmolzenes Harz austreten, da das geschmolzene Harz an dieser Stelle abkühlt und die Rillen erstarren lässt. Die Entlüftungsnuten sollten dem Bediener nicht zugewandt sein, um ein unerwartetes Aufspritzen von geschmolzenem Harz zu vermeiden. Der Spalt zwischen den Auswerferstiften und der Auswerferbohrung, zwischen der Abstreiferplatte der Auswerferstange und dem Kerneinsatz, kann eine Methode zum Ablassen der Luft sein.
Größe der Entlüftungsschlitze für Kunststoffformen:
| Plastik Material | Tiefe des Schlitzes (mm) | Plastik Material | Tiefe des Schlitzes (mm) |
|---|---|---|---|
| PE | 0.02 | ABS | 0.03 |
| PA (GF) | 0.03-0.04 | PC | 0.04 |
| PP | 0.02 | SAN | 0.03 |
| PA | 0.02 | PBT (GF) | 0.03-0.04 |
| PS | 0.02 | ASA | 0.03 |
| PC (GF) | 0.05-0.07 | PBT | 0.02 |
4. der Auswurf
Auswerferstifte, Hülsen, Abstreifringe oder Abstreifplatten sollten ungehindert funktionieren, um einen gleichmäßigen Auswurf zu gewährleisten.
Ein geführtes Auswerfersystem ermöglicht eine präzise Ausrichtung des Kerns und der Stifte und trägt auch die Lasten, so dass die Stifte nicht verschleißen und aus der Ausrichtung geraten. Ein weiteres Sicherheitsmerkmal, das vorhanden sein sollte, ist ein frühzeitiges Rücklaufsystem.
Das Early-Return-System bringt alle Auswerferstifte in die richtige Position, bevor sich die Form schließt, so dass ein versehentlicher Kontakt mit einem nicht vollständig zurückgezogenen Auswerfer vermieden wird. Jede Form mit Auswerferstiften oder Hülsen unter Schiebern sollte mit einem Schutzstift ausgestattet sein.
Um zu verhindern, dass die Auswurfstifte mit den Schiebern kollidieren, sichert diese Verriegelung sie in der eingefahrenen Position. Für Teile, die aus flexiblen, dünnwandigen, tiefen und schwer auswerfbaren Abschnitten bestehen, sollten Kunststoffformen spezielle Auswerfersysteme verwenden.
Wie man Kunststoffformenstahl auswählt:
| Formstabilität | <0.2 million | 0,2-0,5 Millionen | 0,5-1 Million | > 1 Million |
|---|---|---|---|---|
| Einsatzstahl | P20/PX5 738 | NAK80/718H | SKD61/TDAC(DH2F) | AIASA420/S136 |
| Einsatzhärte | (30±2)HRC | (38±2)HRC | (52±2)HRC | (60±2)HRC |
| Grundstahl | S55C | S55C | S55C | S55C |
| Grundhärte | (18±2)HRC | (18±2)HRC | (18±2)HRC | (18±2)HRC |
Prozess der Formenentwicklung

Die obige Abbildung veranschaulicht und beschreibt einen iterativen Werkzeugentwicklungsprozess, wie er in der Werkzeugkonstruktion üblich ist, da die Interaktion zwischen dem Produktdesign, der Werkzeugkonstruktion und dem Spritzgießprozess wesentlich stärker ausgeprägt ist.
Um die für die Entwicklung eines Produkts erforderliche Zeit zu verkürzen, werden Produkt- und Werkzeugentwurf in der Regel gleichzeitig durchgeführt. Es stimmt, dass ein Produktdesigner die Kosten für einen vorläufigen Teileentwurf leicht abschätzen kann, indem er einfach die Abmessungen, die Dicke und das Material des endgültigen Teils berücksichtigt.
Wenn auf der Grundlage dieser Informationen ein Formenentwurf entwickelt werden kann, wird ein vorläufiger Formenentwurf erstellt und ein vorläufiges Angebot unterbreitet.
Für diesen Kostenvoranschlag müssen die Gießer eine Rohform entwerfen. Neben dem Entwurf der Rohform müssen die Gießer auch kritische Verarbeitungsvariablen wie Schließkraft, Maschinenstundensatz und Zykluszeiten schätzen.
Sobald der Kostenvoranschlag angenommen wurde, kann die technische Planung beginnen.
In erster Linie wird der Formenkonstrukteur viele Faktoren berücksichtigen, bevor er das Design der Form entwirft, z. B. die Art der Form, die Anzahl der Kavitäten und deren Position sowie ihre Größe und Dicke.
Danach müssen die einzelnen Teilsysteme der Form entworfen werden, was manchmal bedeutet, dass Teilsysteme, die bereits entworfen wurden, neu entworfen werden müssen.
In manchen Fällen muss das Kühlsystem neu konzipiert werden, je nachdem, wo der/die Ejektor(en) platziert ist/sind.
Wenn das Design der Form vollständig entwickelt ist, können der Formsockel und andere Materialien angepasst und gleichzeitig bestellt werden, um die Entwicklungszeit zu verkürzen.
Der Concurrent-Engineering-Ansatz sollte nicht dazu verwendet werden, unscharfe Aspekte des Produkts zu entwerfen. In der Tat bestellen viele Formenhersteller die Formgrundkörper und Platten bei Auftragsbestätigung, damit sie zur richtigen Zeit und am richtigen Ort eintreffen.
Die Vorlaufzeiten, die normalerweise mit der Entwicklung von Formen verbunden sind, werden dank dieser gleichzeitigen Entwicklungsverfahren nun in Wochen statt in Monaten gemessen.
Seit Generationen stellen die Formenbauer ihre Formen schneller her, um die Bedürfnisse ihrer Kunden zu befriedigen, die traditionell mehr für schnellere Leistungen bezahlen.
Inmitten des zunehmenden Wettbewerbs bestehen die Kunden immer mehr auf Garantien für die Qualität der Formen und die Lieferzeiten, wobei bei Überschreitung der Liefertermine oder schlechter Qualität Vertragsstrafen verhängt werden.
Um die grundsätzliche Funktionsfähigkeit einer Form zu überprüfen, werden nach dem Entwurf, der Bearbeitung, dem Polieren und dem Zusammenbau der Form Gießversuche durchgeführt.
Die Formteile werden bemustert, wenn keine auffälligen Mängel vorhanden sind, und ihre Qualität wird in Bezug auf die Spezifikationen bewertet. Wenn die Form und der Formungsprozess gut sind, können sie ein gutes Produkt herstellen, aber sie müssen optimiert werden, um die Qualität zu erhöhen und die Kosten des Produkts zu senken.
Es gibt jedoch einige Fälle, in denen Formen "verhängnisvolle Fehler" aufweisen, die nicht leicht zu reparieren sind und möglicherweise verschrottet und eine völlig neue Form entworfen werden muss.
Elemente einer Kunststoffform
Konstrukteure und Personen, die an der Erstellung einer Form interessiert sind, sollten sich darüber im Klaren sein, dass Formen im Grunde aus einer Reihe verschiedener Elemente bestehen, aus denen sie ein für die Verwendung geeignetes Design auswählen können:
1. Bestimmung des/der Hohlraums/Hohlräume mit den entsprechenden Kernen (Werkzeuge können bis zu 144 Hohlräume für Vorformwerkzeuge haben).
2. Eine Leitung für den Transport von (heißem) Kunststoff von der Maschinendüse zum Formhohlraum.
- Kaltkanäle (zwei oder drei Platten)
- Heißkanäle (verschiedene Typen)
3. Belüftung: Natürliche Belüftung oder Vakuumbelüftung sind beide Optionen.
4 Ein Kühlsystem, das so ausgelegt ist, dass das geformte Produkt aus der Kavität ausgestoßen werden kann
5. Für das Auswerfen des Formteils stehen verschiedene Möglichkeiten zur Verfügung: Dazu gehören
- Entfernung von Hand
- Hülsen und Stifte für Auswerfer
- Stripper
- Ausschleudern durch Luft
- Auswurf erzwingen
- Verschiedene Methoden der Entnahme des Produkts aus der Form
- Automatisierte Entfernungsmethoden
6. Anbringen der Form an der Maschine: Es gibt mehrere Methoden
- Formen sind auf eine Maschine beschränkt
- Form kann auf mehr als einer Maschine verwendet werden
- Einfache Optionen für den Formwechsel
7. Ausrichten der Kavitäten und Kerne: Es können folgende Methoden angewendet werden:
- Keine Ausrichtungsfunktion
- Messingbuchsen und -stifte (2, 3 oder 4)
- Führungsstifte und Buchsen zwischen Auswerferstiftplatten
- Kegelverschluss zwischen einzelnen Kavitäten und Kernen
8. Hier wäre eine Reihe von (Form-)Platten erforderlich, um die oben genannten Elemente zu stützen und zu sichern.
Obwohl jedes dieser Merkmale die Kosten eines Werkzeugs (oft ganz erheblich) erhöhen kann, können sie auch die Produktivität eines Werkzeugs verbessern und die Kosten eines Produkts senken.
Wenn Sie die am besten geeignete (und wirtschaftlichste) Form für eine bestimmte Anwendung auswählen möchten, sind diese Faktoren möglicherweise nicht alle erforderlich.
Kunststoffformtore:
Das Tor der Kunststoffform bezieht sich auf eine kurzer Fließweg zwischen dem Angusskanal und dem Hohlraum, d. h. der Eintritt des Harzes in den Hohlraum.
Es handelt sich um einen Kanal, der den Läufer mit dem Hohlraum verbindet.
Die Querschnittsfläche des Anschnittes kann gleich groß sein wie die des Laufrades, ist aber meist kleiner. Er ist also der kleinste Teil des gesamten Angusssystems. Die Gestaltung des Angusses hängt von der Größe, der Form, der Werkzeugstruktur, den Einspritzbedingungen und den Eigenschaften der Kunststoffteile ab.
Die Rolle des Tores :
- Es könnte die Durchflussmenge kontrollieren:
- Die frühe Erstarrung der Schmelze in diesem Teil kann ein Rückfließen verhindern:
- Die durchlaufende Schmelze wird einer starken Scherung unterzogen, um die Temperatur zu erhöhen; dadurch wird die Viskosität gesenkt und die Fließfähigkeit erhöht:
- Es könnte die Trennung von Produkten und dem Kufensystem erleichtern.

Die Form, die Größe und die Lage des Anschnitts hängen vom Kunststoff, der Größe und der Struktur des Erzeugnisses ab: Der Querschnitt des Anschnitts ist rechteckig oder kreisförmig, und die Querschnittsfläche sollte klein und die Länge kurz sein.
Die Position des Anschnitts sollte im Allgemeinen dort gewählt werden, wo das Produkt am dicksten ist, ohne das Aussehen zu beeinträchtigen. Die Form, die Anzahl, die Größe und die Position des Anschnitts haben großen Einfluss auf die Qualität der Kunststoffteile. Die Wahl des Angusses ist daher einer der wichtigsten Punkte bei der Konstruktion von Kunststoffformen.
Direktes Tor

- Vorteile:
1) Niederdruckverlust;
2) die Verarbeitung ist einfach.
- Nachteile:
1) Die Spannung in der Nähe des Anschnitts ist groß, und die Produktspannung ist ungleichmäßig und kann sich leicht verformen.
2) Es ist notwendig, das Tor mit zusätzlichen Arbeiten manuell zu entfernen. Außerdem hinterlässt das Tor deutliche Spuren auf der Produktoberfläche.
Anwendung:
1) Es ist für große und tiefe tonnenförmige Teile geeignet. Bei flachen Teilen ist es anfällig für Verzug aufgrund von Schrumpfung und Spannung.
2) Bei Teilen, die keine Anschnittmarkierungen auf der Oberfläche haben dürfen, kann der Anschnitt in die innere Oberfläche des Teils gesetzt werden, was eine umgekehrte Form darstellt.
Seitentor

- Vorteile:
1) einfache Form und leichte Bearbeitung.
2) Es ist einfacher, das Tor zu entfernen.
- Nachteile:
1) Das Tor kann sich nicht automatisch vom Produkt trennen.
2) das Kunststoffteil hinterlässt natürlich die Anschnittmarken auf dem Kunststoffteil
Anwendung:
Geeignet für alle Arten von Teilen, jedoch nicht für Teile mit langen Laufprofilen.
Pinpoint-Tor

- Vorteile:
1) Gate-Position könnte auf die meisten Oberfläche gesetzt;
2) Das Tor kann automatisch vom Teil getrennt werden.
3) das Tor ist klein, und das Tor markiert den Kleber ist klein.
4) Die Spannung in der Nähe der Anschnittstelle ist gering, und die Spritzgussteile sind nicht leicht zu verformen.
- Nachteile:
1) Der Einspritzdruck ist groß, und es ist nicht geeignet, Kunststoffmaterial mit schlechter Fließfähigkeit zu verwenden.
2) verwenden in der Regel 3 Platte Schimmel Struktur, die Form Struktur ist komplex, und die Kosten sind hoch.
Anwendung:
Da mehrere Anschnittpunkte konstruiert werden können, wird es häufig für Schalenteile mit einer größeren Oberfläche verwendet.
Lüftergitter

- Vorteile:
1) Wenn der Kunststoff durch den Anschnitt fließt, verteilt sich die Kunststoffschmelze gleichmäßiger in der Querrichtung und reduziert die innere Spannung.
2) das Eindringen von Luft in den Hohlraum zu verhindern und Defekte wie Silberschlieren und Blasen zu vermeiden.
- Nachteile:
1) Das Teil kann nicht automatisch vom Tor getrennt werden.
2) Das restliche Anschnittmaterial verbleibt auf dem Kunststoffteil und wird manuell abgeschnitten.
Anwendung:
Wird häufig zur Herstellung von dünnen Blechen und breiten Teilen sowie von schlecht fließenden Materialien wie PC, PMMA usw. verwendet.
U-Boot-Tor (auf Auswerferstifte oder Rippen gesetzt)

- Vorteile:
1) Die Wahl der Torposition ist flexibler;
2) Das Tor kann automatisch vom Kunststoffteil getrennt werden.
3) Sowohl die Zwei-Platten-Matrize als auch die Drei-Platten-Matrize können verwendet werden.
4) der Anschnitt kann sich ohne Nachbearbeitung des Anschnitts vom Kunststoffteil trennen
5) Der Anschnitt befindet sich im Inneren der Kunststoffteile und beeinträchtigt nicht das Aussehen des Teils.
- Nachteile:
1) Der trübe Bereich ist schwer zu entfernen.
2) Es sollte die überflüssigen Torrelikte künstlich abschneiden;
3) der Druckverlust vom Anschnitt zum Hohlraum ist groß.
4) das Erscheinungsbild der Oberfläche des Kunststoffteils kann Fingerabdruckspuren aufweisen.
5) der Bearbeitungsprozess ist komplex;
6) Das unvernünftige Design würde leicht dazu führen, dass das Tor zerbricht und der Torkanal blockiert wird.
Anwendung:
Es eignet sich für Kunststoffteile mit einem äußeren Erscheinungsbild, bei dem keine Anschnittmarken zulässig sind.
Häufig verwendet für ABS, HIPS, nicht verwendet für POM, PBT und andere kristalline Materialien, auch ungeeignet für PC, PMMA und andere starre Materialien, Design sollte verhindern, dass der Lichtbogen Tor zu brechen und blockieren das Tor.
Schieber und Heber
Jede Struktur, die die Öffnung der Form oder den Ausstoß behindert, wird als Hinterschnitt bezeichnet. Der Weg den Unterschnitt zu bearbeiten an der Form umfasst Schieber, Heber, Kernziehen, Zahnraddrehen usw.
Die am häufigsten verwendeten sind die Schieber und die Heber.
SchieberDer Schieber kann auf der statischen oder der beweglichen Formplatte angebracht werden, wobei die Schieber auf der beweglichen Platte am häufigsten verwendet werden.
Der Schieber besteht im Allgemeinen aus einem Schieberkörper, einem Verriegelungsblock (Ferse), einem Gibbs, einem Nockenbolzen (Winkelbolzen), einem verschleißfesten Block, einer Feder und so weiter.

- Lifter
Der Heber wird in der Regel zur Bearbeitung des Hinterschnitts im Inneren des Kunststoffteils verwendet. Gleichzeitig behandelt der Schieber im Allgemeinen den äußeren Hinterschnitt der Kunststoffteile, aber die Struktur des Hebers ist einfacher als die des Schiebers.
Der Heber hat die Funktion, den inneren Hinterschnitt in den Kunststoffteilen freizugeben, und er kann auch die Funktion des Auswerfens übernehmen.
Die Konstruktion des Hebers am Werkzeug reduziert also im Allgemeinen die Anordnung der Auswerferstifte.
Der Heber besteht aus einem geneigten oberen Körper, einer Führungsbuchse, einem Hebersitz und einem verschleißfesten Block.
Die Kosten des Kunststoffspritzgießens
Größe, Material und Anzahl der Kavitäten bestimmen den Preis von Kunststoffformen. Die Kosten für ein Spritzgießwerkzeug liegen normalerweise zwischen $300 und $5000 pro Kavität. Wenn Sie die Anzahl der Kavitäten mit dem Preis pro Kavität multiplizieren, können Sie den Preis für ein Spritzgießwerkzeug berechnen.
Der Preis eines Spritzgießwerkzeugs wird von vielen Faktoren beeinflusst. Im Folgenden sind einige Beispiele aufgeführt:
Verschiedene Formgrößen
Die Größe einer Kunststoffspritzgussform spielt eine wichtige Rolle bei der Bestimmung ihrer Kosten. Je größer die Form ist, desto höher ist auch ihr Preis. Wenn Sie zum Beispiel viele Produkte herstellen müssen, benötigen Sie eine große Form. Der Kauf einer kleinen Form ist eine gute Option, wenn Sie nur eine kleine Menge von Produkten auf einmal herstellen wollen. Die Größe einer Form beeinflusst auch die Produktionszeit. Wenn Sie eine große Form kaufen, können Sie große Mengen von Produkten auf einmal herstellen. Dadurch können Sie Zeit und Geld sparen.
Kunststoffteile mit unterschiedlichen Größen und Komplexitäten
Kunststoffteile sollten auch nach ihrer Größe und Komplexität beurteilt werden. Formen mit einfachen Designs können verwendet werden, wenn Sie eine kleine Anzahl von Produkten herstellen wollen. Wenn Sie große Mengen von Produkten auf einmal herstellen wollen, müssen Sie eine Form mit komplizierten Designs kaufen, die auf einem höheren Niveau ist. Da diese Formen mehr Zeit und Mühe für den Hersteller erfordern, sind sie auch teurer als einfache Formen.
Materialien für Formen
Es ist auch wichtig, die Art des Formmaterials zu berücksichtigen. Kunststoff, Stahl und Aluminium sind allesamt Optionen. Stahl ist wegen seiner Haltbarkeit und Langlebigkeit sehr beliebt, aber sein Preis kann höher sein als der einiger anderer Materialien. Eine weitere Option ist Aluminium, das leicht, billiger und weniger stabil als Stahl ist. Die preisgünstigste Option ist Kunststoff, aber er ist fadenscheinig und weniger haltbar als andere Materialien. Die Wahl des Materials für die Form hängt von Ihrem Budget, der Art des Produkts und der gewünschten Lebensdauer ab.
Hohlraum-Nummern
Die Kavitäten sind die Anzahl der separaten Räume innerhalb der Form. Die Anzahl der Kavitäten kann je nach Bedarf ein, zwei oder acht betragen. Eine Kavität ist wahrscheinlich die beste Option, wenn Sie nur ein paar Produkte auf einmal herstellen und kein großes Budget für die Form haben.
Heißkanal vs. Kaltkanal: Was ist der Unterschied?
Bei Heißkanal-Spritzgießsystemen wird die Kunststoffschmelze durch Beheizung der Düse, die beim Spritzgießen verwendet wird, in das Werkzeug eingebracht. Im Gegensatz zu einem Heißkanalsystem wird bei einem Kaltkanalsystem eine unbeheizte Düse verwendet, um die Kunststoffschmelze in die Form zu befördern.
Unterschiedliche Arten von Formgrundstahl
Stahl für Gussformen gibt es in vielen Varianten, und jede hat ihre eigenen Vor- und Nachteile. Die verschiedenen Stähle haben unterschiedliche Festigkeiten, Härten, Korrosionsbeständigkeiten usw. Für Formen, die weniger verschleißanfällig sind, ist rostfreier Stahl viel besser geeignet als Kohlenstoffstahl, da er nicht rostet.
Formteile haben unterschiedliche Härtegrade
Bei der Auswahl von Stahl für Formen gibt es drei Härtegrade zu berücksichtigen: HRA, HRC und HRB. HA steht für gehärteten und geglühten Stahl; diese Art von Stahl wurde in geschmolzenen Salzen abgeschreckt, um ihn zu härten, muss aber nach dem Härten nicht angelassen oder entspannt werden. Da diese Teile spröde sind, können sie beim Zusammenbau in Formen oder beim Durchlaufen von Maschinen leicht brechen.
Unterschiedliche Formenstrukturen haben unterschiedliche Standards
Die Internationale Organisation für Normung (ISO) und die American Society of Mechanical Engineers (ASME) haben unterschiedliche Anforderungen an HRA-Stahl. Um sicherzustellen, dass sich Teile aus gehärtetem und geglühtem Stahl während des Betriebs nicht leicht verbiegen oder brechen, verlangt ASME HRC-Werte von mindestens 20.
Fehlersuche bei der Konstruktion von Kunststoffformen
Die nachstehende Tabelle gibt einen Überblick über die Ursachen und Abhilfemaßnahmen bei Fehlern an Spritzgussteilen.
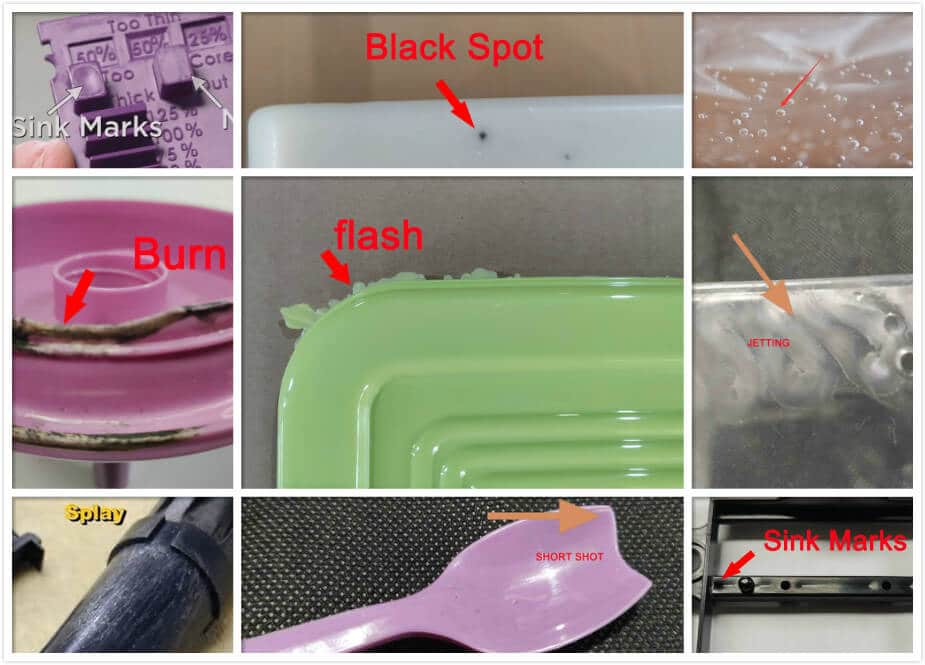
| PROBLEM | REASON |
|---|---|
| 1. Kurzer Schuss | Die von Kunststoffspritzgießern hergestellten Kunststoffteile weisen unregelmäßige und unvollständige Kanten auf. Sie treten in der Regel am weitesten Punkt des Anschnitts, an den Wurzeln der dünnen und langen Rippen auf. |
| 2, Schrumpfung | Gelegentlich, ein Ort, 1. wenn die Materialstärke ungleichmäßig ist, 2. dicken Abschnitt des Spritzgussteils, 3. boss und Rippe Abschnitt. Aufgrund der Schrumpfung, die Kunststoffteile entwickeln Delle, ungleichmäßig, und wellig unter schwachem Licht |
| 3, Blitzlicht | Eine Teilekante mit einer besonders dünnen Kunststoffschicht findet sich häufig an folgenden Stellen: 1. Trennebene; 2. beweglicher Kern; 3. Position des Auswerferstifts, Position des Vorsprungs, Position des Lochs, Position des Schnappers |
| 4. Blasen | Die Blasen auf der Kunststoffoberfläche haben eine andere Farbe als die umgebenden Farben und sind typisch für 1. Blasen, die durch Gas, Luft und Wassergas verursacht werden, die nicht rechtzeitig freigesetzt werden. 2. Blasen, die durch Schrumpfung entstehen. Die Blasen im transparenten Teil sind besonders ausgeprägt. |
| 5. Linie schweißen | Wenn mehrere Schmelzfronten zusammentreffen, entsteht auf der Oberfläche eines Kunststoffteils ein tiefer Schweißpunkt. Am häufigsten tritt dies am Zusammenfluss mehrerer Schmelzfronten auf. |
| 6, Brennen | Es handelt sich nicht um eine ebene Fläche. Es handelt sich in der Regel um dunkle oder schwarze Flecken, die in der Regel an Stellen zu finden sind, an denen sich das Gas nur schwer einfüllen und einfangen lässt. |
| 7, Schwarze Flecken | Auf der Oberfläche der Kunststoffteile sind schwarze Verunreinigungen zu sehen, die vor allem durch die Verwendung von gemischten Materialien verursacht werden. |
| 8. Verfärbung | Der leichte Farbunterschied zwischen dem tatsächlichen Kunststoffteil und der gewünschten Farbe ist sehr offensichtlich und liegt in der Regel daran, dass das Pigment nicht korrekt ist, das Mischungsverhältnis nicht stimmt oder die Form auf die falsche Temperatur eingestellt ist. |
| 9. Falten | Die Kunststoffteile zeigen Wellenlinien auf der Oberfläche, die durch das Abkühlen des fließenden Harzes verursacht werden. |
| 10. Verformung | Die Kunststoffteile weisen Verwerfungen, Wellen und Rundungen auf, was besonders häufig bei Vorsprüngen, Rippen und rund geformten Spritzgussteilen der Fall ist. Diese sind vor allem bei PP-Spritzgussteilen üblich. |
| 11. Falsche Materialien | Im Gegensatz zu den spezifizierten Materialien kann man hier das Verpackungsetikett, die Dichte, die Brennkontinuität, die Farbe der Flamme, die Farbe des Rauchs und die Länge der Flammen prüfen. |
| 12. An der Form festhalten | Unvollständige Kunststoffteile, die in der Kavität verbleiben, im Gegensatz zu Short-Shot, oder aufgrund der mangelnden Gestaltung des Werkzeugauswerfersystems ist das Kunststoffteil schwer aus der Kavität auszustoßen, im Allgemeinen in dünnwandigen Bereichen, Vorsprüngen und Schnappern. |
| 13. Kratzer | Die Oberfläche der Kunststoffteile reibt beim Auswerfen an der Oberfläche des Hohlraums, so dass viele von ihnen Kratzer auf der Oberfläche aufweisen. |
| 14, Überlauf | Sie wird in der Regel durch eine Beschädigung der Kavität verursacht und tritt an der aktiven Sektion, den Vorsprüngen, den Auswerferstiften und der Trennfläche auf. |

Danke, dass Sie mir geholfen haben, mehr über Plastikformen zu erfahren! Mein Vater sammelt Plastikmodelle, und ich bin neugierig geworden, wie sie hergestellt werden. Ich finde es interessant, dass das Einspritzsystem und das Formteilsystem das Aussehen des Kunststoffs verändern können. Ich sollte das mit meinem Vater teilen, damit er auch versteht, wie sie hergestellt werden.
Ich bin so froh, dass meine Website hilfreich sein konnte
Das werde ich, danke für Ihre Informationen.
Das sind wirklich gute Informationen über das Kunststoffspritzgießen. Mir gefällt, dass Sie das Diagramm gezeigt haben. Das scheint Ihnen zu helfen, das Gießen zu verstehen.
vielen Dank für Ihre Informationen