
Biologisch abbaubares PLA-Spritzgießen -China Topworks
Topworks ist ein zuverlässiger PLA-Spritzgießerei in China. Dank unserer langjährigen Erfahrung können wir hochwertige Produkte und Dienstleistungen anbieten, die Ihren Anforderungen entsprechen.
Unsere Umspritzungsdienstleistungen sind auf Ihre speziellen Bedürfnisse zugeschnitten, und wir bieten Ihnen eine breite Palette von Optionen an, aus denen Sie wählen können.
Als Ihr Partner freuen wir uns auf die Zusammenarbeit mit Ihnen. Zu international wettbewerbsfähigen Kosten und unter Einhaltung höchster Qualitätsstandards sind wir in der Lage, spritzgegossene PLA-Produkte zu entwickeln, herzustellen und zu vertreiben.
Daher bieten wir eine Reihe von Werkzeug-, Fertigungs- und Versanddienstleistungen an, um Ihr Konzept für biologisch abbaubares PLA-Spritzgussmaterial in die Realität umzusetzen.
"Ich freue mich, Ihnen mitteilen zu können, dass alle Kunststoffteile perfekt sind!!! Wir sind sehr erfreut, und daher bestehen gute Chancen, unsere Beziehung für jedes kommende neue Projekt fortzusetzen."

CRISTIANO
ITALIEN
"Steven ist ein sehr detailorientierter Projektmanager und Ingenieur, der Probleme kreativ lösen kann und zudem einen hervorragenden Service bietet. Es war ein Vergnügen, mit ihm zu arbeiten."
DAVID
USA
Ganz gleich, ob Sie bereits mit PLA-Spritzgusskopien arbeiten oder Ihr PLA-Formteil noch in der Entwicklung ist, unser Prozess wird Ihren Produktlebenszyklus in jeder Phase rationalisieren.
Topworks PLA-Spritzgießen Vorteile
- Langlebig und sicher im Gebrauch
- Vielfältige Behandlungsmöglichkeiten
- Schnelle Lieferung
- PLA-Kunststoff-Spritzgießen auf Bestellung
- Ein Service aus einer Hand vom Angebot bis zur Lieferung, einschließlich Entwurf, Herstellung und Muster.
Was ist Spritzgießen von PLA?
PLA(Polymilchsäure) ist ein natürlich vorkommender Kunststoff aus Maisstärke, der eine hohe Hygroskopizität aufweist und leicht Wasser aus der Luft aufnehmen kann. PLA ist ein ideales Material für die Verwendung in Thermoplastische SpritzgießtechnikExtrusion, Folien, 3D-Druck und fast jedes Verfahren, das mit der Herstellung von thermoplastischen Bauteilen in Verbindung steht, da es sich auf natürliche Weise abbauen und regenerieren lässt. Verschiedene Branchen können PLA-Kunststoffe zur Herstellung von PLA-Formteilen für viele unterschiedliche Anwendungen verwenden.
Topworks kann Ihr Design optimieren für Kosteneinsparungen oder zur Sicherstellung der Kompatibilität durch Optimierung Ihres Entwurfs vor der Werkzeugerstellung. Kunden sind willkommen, 3D-Dateien zu liefern
Topworks kann mit Hilfe von Computer Numerical Control (CNC) einen bearbeiteten Prototyp oder einen 3D-Druck herstellen, den Sie sehen und fühlen können, um das Design Ihres Teils zu validieren, und wir bieten auch einen Vakuumguss-Service.
In dieser Phase wird Ihr Arbeitsblatt mit den Werkzeuginformationen für die Konstruktion des Werkzeugs verwendet.
Die Genauigkeit der Werkzeugkonstruktion wird validiert.
Das Werkzeug wird mit Hilfe von Computer Numerical Control (CNC) und Electrical Discharge Machining (EDM) präzise nach dem validierten Entwurf hergestellt...
Die ersten Testaufnahmen werden per Kurier verschickt, kurz nachdem die Injektionsformen hergestellt wurden. Nach dem Versand treffen sie in der Regel innerhalb von 2-5 Tagen ein.
Zu diesem Zeitpunkt nimmt Topworks alle Änderungen am Werkzeug vor, die erforderlich sind, um es in Übereinstimmung mit den genehmigten Spezifikationen zu bringen. Topworks nimmt alle erforderlichen Änderungen (mit Ausnahme von Konstruktionsänderungen, die immer in Rechnung gestellt werden) kostenlos vor.
In dieser Phase erfolgt die Texturierung, die normalerweise der letzte Schritt vor der Massenproduktion ist.
Topworks Seite
In dieser Phase wird das Werkzeug an den Kunden übergeben oder ist bereit für das Spritzgießen.
Das Spritzgießen von PLA bietet mehrere Vorteile
- Abbaubar durch Mikroorganismen, minimale Umweltbelastung nach Gebrauch
- Ausgezeichnete mechanische und physikalisch-chemische Eigenschaften
- Leicht zu verarbeiten, nützlich und geeignet für das Blasformen, die Schmelzverarbeitung und eine Vielzahl anderer Verfahren
- Kompatibel und abbaubar
- Glamourös und transparent
- Hervorragende Zugfestigkeit und Dehnbarkeit
- Permeanz für Luft und Sauerstoff

Anwendung des PLA-Spritzgießens
Der PLA-Spritzguss-Service umfasst unter anderem folgende Produkte
- Lebensmittelverpackungen,
- Fastfood-Lunchboxen,
- Vliesstoffe,
- industrielle Gewebe,
- Gewebe im Gesundheitswesen,
- Geschirrtücher,
- Sanitärprodukte,
- UV-beständige Stoffe für den Außenbereich,
- Zelttücher,
- Fußmatten, usw.

Im medizinischen Bereich wird China Injection Molding PLA auch häufig für Geräte wie Einweg-Infusionsgeräte, abnehmbare chirurgische Nähte und langsam freisetzende Verpackungen für Medikamente verwendet.
PLA wird aus Stärken, Zuckern und anderen Biomasse-Materialien synthetisiert, wenn diese chemisch umgewandelt und mit Milchsäure polymerisiert werden. Spritzgießen PLA aus Bioressourcen kann thermoplastisch zu hochtransparenten Produkten verarbeitet werden, die herkömmliche Einwegprodukte ersetzen und die Verknappung von Erdöl abmildern.
Kunststoffe aus PLA sind die ersten handelsüblichen Polymere, die jährlich aus erneuerbaren Ressourcen hergestellt werden. Die US-amerikanische Lebensmittel- und Arzneimittelbehörde (Food and Drug Administration) hat es als allgemein anerkanntes sicheres Material (GRAS) eingestuft, das für alle Lebensmittelverpackungsanwendungen geeignet ist. PLA ist nicht nur ungiftig, nicht reizend, hochfest und leicht zu verarbeiten und zu formen, sondern auch biokompatibel. PLA schmilzt bei 160-180 Grad und kann Temperaturen von bis zu 150 Grad standhalten. Spritzgießen, Schäumen und Blasformen können alle mit PLA hergestellt werden, aber seine Zähigkeit ist nicht ausreichend. PLA hat die besten mechanischen Eigenschaften und die beste Thermostabilität aller Polymere.
Wie funktioniert Polymilchsäure und was macht sie so beliebt?
Polymilchsäure ist in verschiedenen Formen erhältlich, darunter Racemic PLLA, Regular PLLA, PDLA und PDLLA. Ihre Eigenschaften sind etwas unterschiedlich, aber sie haben ein gemeinsames Merkmal: Sie werden aus Milchsäure gewonnen, einem erneuerbaren Rohstoff (im Gegensatz zu herkömmlichen Kunststoffen, die aus Erdöl gewonnen werden).
Auf der Suche nach kostengünstigem, erdölfreiem Kunststoff ist die Herstellung von PLA ein beliebter Ansatz. Die Vielseitigkeit von PLA und seine natürliche Zersetzung machen es zu einem attraktiven Biokunststoff. Wird eine PLA-Flasche 5 bis 18 Monate lang im Meer gelassen, baut sie sich normalerweise ab.
Dies ist wirklich bemerkenswert im Vergleich zu herkömmlichen Kunststoffen, die sich in der gleichen Umgebung innerhalb von einigen hundert bis tausend Jahren abbauen können. Zusammenfassend lässt sich sagen, dass PLA ein hohes Potenzial für Anwendungen mit kurzer Lebensdauer hat, bei denen biologische Abbaubarkeit sehr erwünscht ist (z. B. Wasserflaschen aus Kunststoff oder Obst- und Gemüsebehälter). Trotz seiner Fähigkeit, sich im Laufe der Zeit abzubauen, wenn es den Elementen ausgesetzt wird, ist PLA in jeder typischen Anwendung (z. B. als elektronisches Kunststoffteil) äußerst robust.
Für die Verarbeitung von PLA können herkömmliche Spritzgießmaschinen verwendet werden. Verwenden Sie bei der Verarbeitung von PLA einen Zylinder, der mindestens das Drei- bis Fünffache des Schussgewichts hat, eine Schnecke mit einem L/D-Verhältnis von mindestens 20:1 und gegebenenfalls Heißkanäle mit geringer Scherung im Werkzeug, um eine Zersetzung zu verhindern oder zu verringern.
Das eingespritzte Material wird so schnell wie möglich in einer kalten Form abgekühlt, wodurch amorphes PLA entsteht. Wenn ein PLA-Produkt eine höhere Temperaturbeständigkeit aufweist, sollte die Werkzeugtemperatur auf 90-100 °C eingestellt werden, damit das Material während des Abkühlens kristallisieren kann, was zu einer teilkristallinen Struktur führt. Es hängt von der PLA-Rezeptur, der Werkzeugtemperatur und dem Teiledesign ab, wie lange es dauert, bis die maximale Kristallinität in einer Form während der Kristallisationsphase erreicht ist, aber in der Regel ist es länger als das Abkühlen von PLA in einer kalten Form. Für teilkristalline Produkte gelten daher längere Zykluszeiten. Bei 100 °C wird das Produkt steif genug, um sich aufgrund seiner teilkristallinen PLA-Struktur ohne Verformung aus der Form zu lösen. Das Produkt ist zwar noch etwas flexibel, hat aber noch nicht die Glasübergangstemperatur von PLA erreicht, die bei etwa 55 °C liegt.
Optimierung der Zykluszeiten beim Spritzgießen von PLA
Die richtige Werkzeugtemperatur ist entscheidend für eine möglichst kurze Zykluszeit, insbesondere bei teilkristallinen Produkten. Die Temperatur der Form sollte daher an verschiedenen Stellen mit einem internen oder externen Thermoelement gemessen werden. Auch wenn die Temperatur der Formheizung (Rücklauf) im richtigen Bereich liegt, kann es sein, dass die Temperatur der Form aufgrund von Wärmeverlusten trotzdem nicht die richtige ist. Es ist wichtig sicherzustellen, dass das teilkristalline oder amorphe Produkt nach dem Auswerfen aus der Form nicht verformt wird.
Das Förderband und der Auffangbehälter sollten für diesen Zweck geeignet sein. Im Gegensatz zum Abkühlungsprozess von einer Schmelze unterhalb der Glasübergangstemperatur auf eine niedrigere Temperatur ist die Kristallisation von PLA ein langsamerer Prozess. Bei dünnwandigen Produkten können die Zykluszeiten für kristallisierte Materialien länger sein als für amorphe Materialien.
Bei dickwandigeren Produkten ist die Abkühlungszeit länger als die Kristallisationszeit. Folglich ist die Kristallisationszeit kein entscheidender Faktor mehr für die Kristallisationsgeschwindigkeit.
Spritzgießen PLA Formenbau
Formen werden immer für bestimmte Polymere optimiert und auf die Herstellung von Teilen abgestimmt. Auch PLA-Werkzeuge müssen angepasst werden. Um eine Zersetzung des PLA-Materials zu verhindern, müssen Sie ein Heißkanalsystem verwenden, das eine geringe Scherung ohne tote Punkte im Verteiler oder in der Düse aufweist. Es sollte eine Düse mit offenem Kanal verwendet werden, die von außen beheizt wird, um zu verhindern, dass PLA in der Düse stecken bleibt und Fließlinien auf dem Produkt verursacht, was bei einer innen beheizten Düse vorkommen kann.
Im Gegensatz zu einem Heißkanal muss ein Anguss während des Einspritzvorgangs einen Entformungswinkel von mehr als 6° aufweisen, um ein Verkleben des Angusses beim Öffnen der Form zu verhindern. Die maximale Höhe des Angusses wird dadurch reduziert. Andernfalls wird der Anguss zu dick und kühlt oder kristallisiert zu schnell ab, was die Prozesszeit verlängert. Die Wände des Angusses sollten immer dünner sein als die maximalen Produktwände. PLA sollte in einer Form kristallisieren, wenn es mit hoch erhitzten Materialien verwendet wird. Amorphe Materialien können nur durch Polymere geformt werden, der Rest bleibt im teilkristallinen Zustand.
Daher ist das Produkt leicht flexibel, wenn es aus der Form entnommen wird.
Wenn der Entformungswinkel des Produkts vergrößert wird, genügend Auswerferstifte installiert sind und die Auswerferfläche ausreichend ist, wird sich das Produkt beim Auswerfen nicht verziehen.
Das Einspritzen von PLA in die Form erfolgt unter hohem Druck. PLA ist sehr zähflüssig. Ein defektes Entlüftungssystem kann zu (leichten) Graten auf dem Produkt führen. Anfänglich sollte nur eine minimale Entlüftung durchgeführt werden, und die Maschine sollte nach Bedarf geöffnet werden (Stahl entfernen). Nicht gefüllte Formen oder verbrannte Bereiche des PLA-Materials in der Nähe der Entlüftungspunkte weisen auf eine unzureichende Entlüftung hin und müssen verbessert werden.
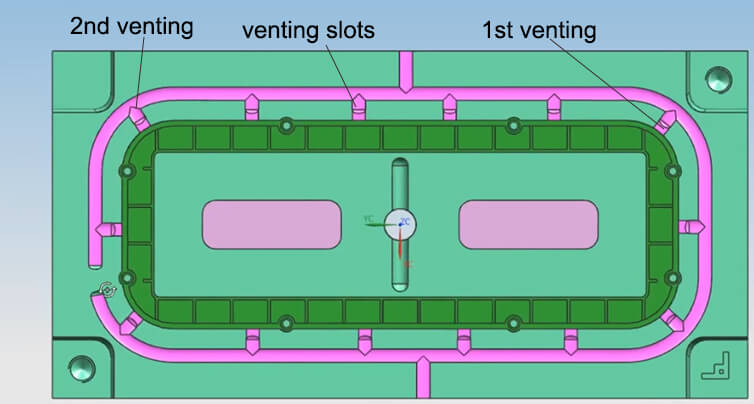
Ein steifes Material wie PLA kann zu scharfen Blitzen führen. Die Belüftung sollte so gestaltet sein, dass sie sich in der Nähe der Stelle befindet, an der sie benötigt wird, wobei gleichzeitig sichergestellt werden sollte, dass sie nicht dort stattfindet, wo das Entlüften verboten ist. Hitzebeständige PLA-Produkte erfordern eine stärkere Kristallisation in der Form, so dass sie stärker schrumpfen als Standard-PLA-Produkte.
Bei PLA-Produkten mit engen Maßvorgaben sollten Konstrukteure dies bei der Entwicklung von Formen berücksichtigen. Entwerfen Sie eine Form, bei der der Stahl nach dem ersten reproduzierbaren Spritzgussversuch an jeder Stelle entfernt werden kann, an der er benötigt wird.
| Ausgabe | Beschreibung |
|---|---|
| Kurzer Schuss | Die von Kunststoffspritzgießern hergestellten Kunststoffteile weisen unregelmäßige und unvollständige Kanten auf. Sie treten in der Regel am weitesten Punkt des Anschnitts, an den Wurzeln der dünnen und langen Rippen auf. |
| Schrumpfung | Gelegentlich, ein Ort: 1. wenn die Materialstärke ungleichmäßig ist, 2. dicken Abschnitt des Spritzgussteils, 3. Boss und Rippe Abschnitt. Aufgrund der Schrumpfung, die Kunststoffteile entwickeln Delle, ungleichmäßig, und wellig unter schwachem Licht |
| Blitzlicht | Eine Bauteilkante mit einer besonders dünnen Kunststoffschicht findet sich häufig an folgenden Stellen: 1. Trennebene; 2. beweglicher Kern; 3. Position des Auswerferstifts, Position des Vorsprungs, Position der Bohrung, Position des Schnappers |
| Blasen | Die Blasen auf der Kunststoffoberfläche haben eine andere Farbe als die umgebenden Farben und sind typisch: 1. durch Gas, Luft und Wassergas verursachte Blasen, die nicht rechtzeitig freigesetzt werden; 2. durch Schrumpfung verursachte Blasen. Die Blasen im transparenten Teil sind besonders ausgeprägt. |
| Schweißnaht | Wenn mehrere Schmelzfronten zusammentreffen, entsteht auf der Oberfläche eines Kunststoffteils ein tiefer Schweißpunkt. Am häufigsten tritt dies am Zusammenfluss mehrerer Schmelzfronten auf. |
| Brennende | Es handelt sich nicht um eine ebene Fläche. Es handelt sich in der Regel um dunkle oder schwarze Flecken, die in der Regel an Stellen zu finden sind, an denen sich das Gas nur schwer einfüllen und einfangen lässt. |
| Schwarze Flecken | Auf der Oberfläche der Kunststoffteile sind schwarze Verunreinigungen zu sehen, die vor allem durch die Verwendung von gemischten Materialien verursacht werden. |
| Verfärbung | Der leichte Farbunterschied zwischen dem tatsächlichen Kunststoffteil und der gewünschten Farbe ist sehr offensichtlich und liegt in der Regel daran, dass das Pigment nicht korrekt ist, das Mischungsverhältnis nicht stimmt oder die Form auf die falsche Temperatur eingestellt ist. |
| Falten | Die Kunststoffteile zeigen Wellenlinien auf der Oberfläche, die durch das Abkühlen des fließenden Harzes verursacht werden. |
| Verformung | Die Kunststoffteile weisen Verwerfungen, Wellen und Rundungen auf, was besonders häufig bei Vorsprüngen, Rippen und rund geformten Spritzgussteilen der Fall ist. Diese sind vor allem bei PP-Spritzgussteilen üblich. |